 Globalny angielski
Globalny angielski hiszpański – Español
hiszpański – Español Francuski - Français
Francuski - Français Rosyjski - Pусский язык
Rosyjski - Pусский язык Chinese - 中文
Chinese - 中文 Koreański – 한국어
Koreański – 한국어 Wietnamski – Tiếng Việt
Wietnamski – Tiếng ViệtKontrola napięciaRozwiązanie
Kontrola napięcia Rozwiązanie
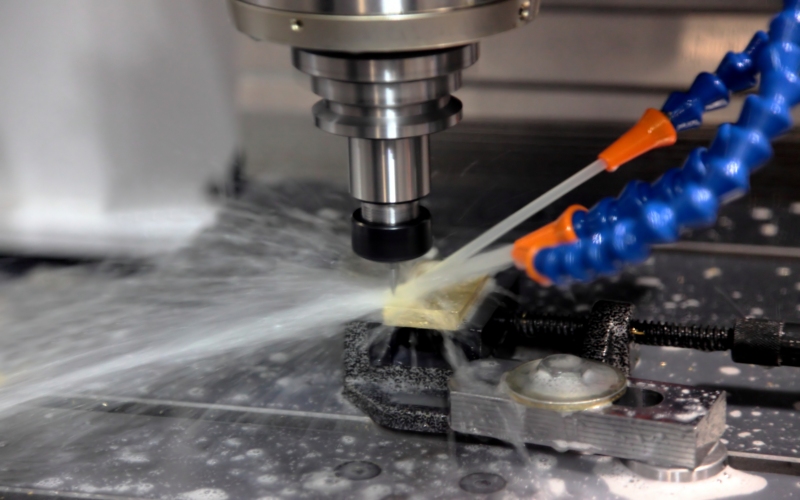
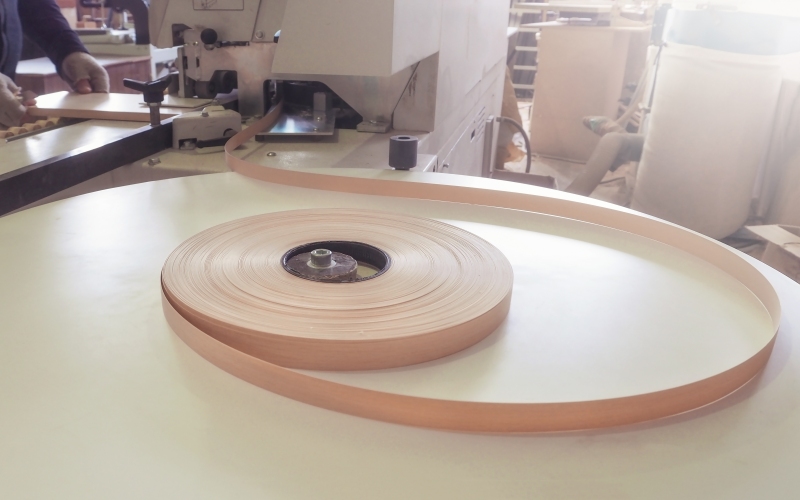
Drukarze i przetwórcy wiedzą, że kontrolowanie naprężenia wstęgi ma kluczowe znaczenie dla jakości produktu. Zakłócenia napięcia wstęgi pomiędzy na przykład rolką odwijającą a procesem mogą mieć kilka przyczyn, w tym hamowanie poruszającej się rolki, działanie splatające, przyspieszenie nowej rolki po łączeniu oraz brak okrągłości lub brak równowagi w rolce.

Cechy i zalety
Wprowadzenie do branży
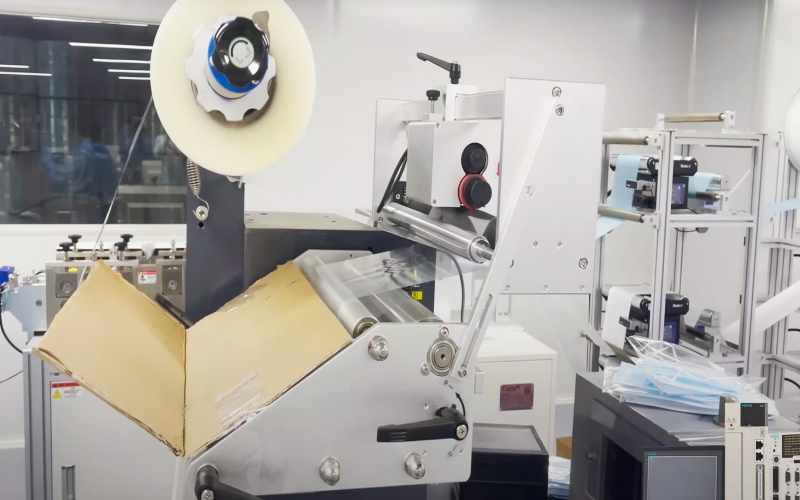
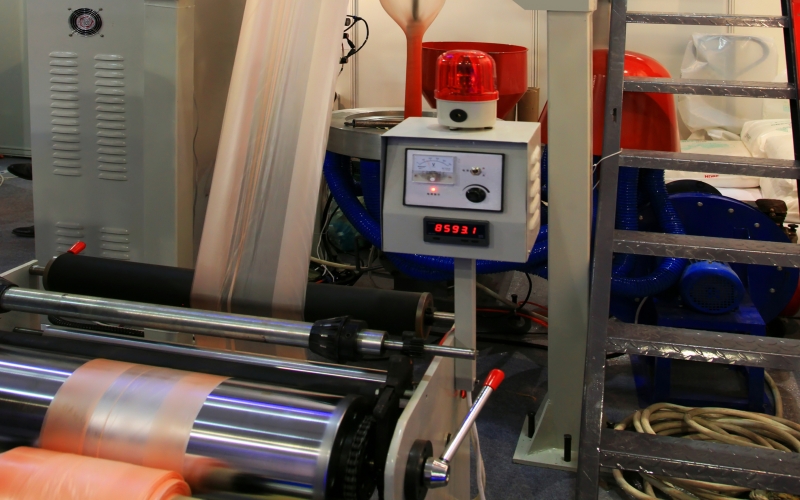
Schemat kontroli naprężenia jest stosowany głównie po wydrukowaniu etykiety. Po wydrukowaniu etykieta musi przejść kilka procesów, zanim stanie się gotowym produktem. Rozwiązania w zakresie kontroli naprężenia w procesach takich jak brązowanie, sztancowanie, kodowanie i kontrola są stosowane głównie w urządzeniach typu „roll-to-roll”. W rzeczywistym zastosowaniu, w celu osiągnięcia różnych funkcji, sprzęt będzie używany z różnymi komputerami górnymi.

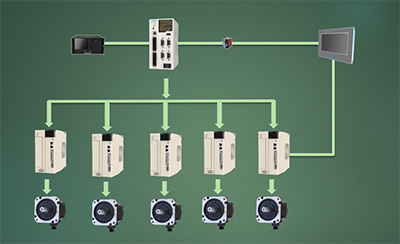
Topologia systemu
Zastosowanie praktyczne
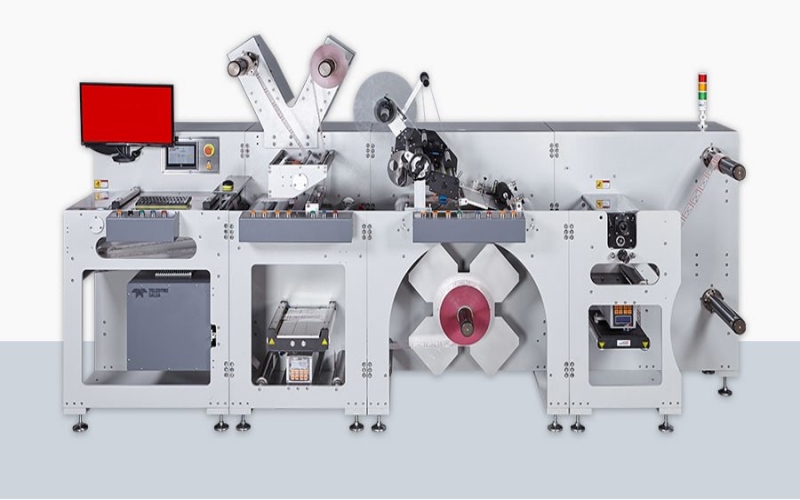
1. Maszyna do kontroli produktu: Jeśli jest wyposażona w system kontroli wizualnej, aby stać się maszyną do kontroli produktu, jej główną funkcją jest kontrola jakości druku etykiet, jakości sztancowania itp. W przypadku znalezienia wadliwej etykiety należy ją zatrzymać do przetworzenia.
2. Drukarka atramentowa: staje się drukarką atramentową z systemem sterowania atramentowym. Jego główną funkcją jest natryskiwanie zakodowanych lub zmiennych informacji na powierzchnię materiału.
3. Maszyna do cięcia wzdłużnego jest wyposażona w nóż do cięcia wzdłużnego, aby stać się maszyną do cięcia wzdłużnego. Główną funkcją jest cięcie materiałów szerokich i wielorzędowych na materiały wąskie i wielorzędowe.
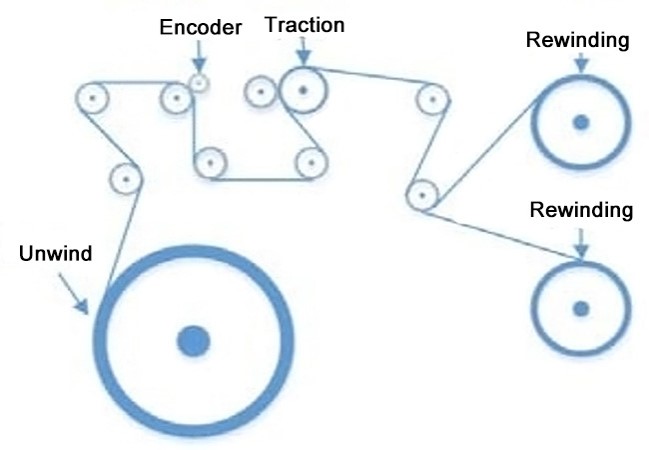
Zasada procesu
1. Obliczanie średnicy rolki
Po uruchomieniu urządzenia system oblicza w czasie rzeczywistym średnicę rolki podczas nawijania i rozwijania, rejestrując impuls sprzężenia zwrotnego enkodera w czasie rzeczywistym.
2. Obliczanie naprężenia
Wykorzystaj obliczoną średnicę rolki, aby wyregulować moment obrotowy wytwarzany przez serwo odwijania i odwijania w czasie rzeczywistym, aby uzyskać efekt regulacji napięcia powierzchniowego materiału.
3. Funkcje ogólne
System musi mieć także funkcje ogólne, takie jak zliczanie liczników, liczenie arkuszy i wyłączanie wyjścia.
Najważniejsze momenty programu
1. W systemie zastosowano kontroler ruchu VEICHI V5-MC104, architekturę sprzętową z dwoma procesorami, a podstawowa prędkość przetwarzania jest większa;
2. Scentralizowane sterowanie interfejsem człowiek-maszyna, stabilna wydajność, łatwa obsługa i konserwacja.
3. Wsparcie kontroli stożka, regulowana szczelność uzwojenia;
4. Połączenie między kontrolerem V5 a serwomechanizmem wykorzystuje szybki sygnał różnicowy, który ma wysoką stabilność i nie jest podatny na zakłócenia. Maksymalna prędkość impulsu różnicowego portu impulsu wynosi 3M, co pozwala osiągnąć niezwykle wysoką dokładność sterowania.
Aplikacja























 Leave a Message
Leave a Message