 Globalny angielski
Globalny angielski hiszpański – Español
hiszpański – Español Francuski - Français
Francuski - Français Rosyjski - Pусский язык
Rosyjski - Pусский язык Chinese - 中文
Chinese - 中文 Koreański – 한국어
Koreański – 한국어 Wietnamski – Tiếng Việt
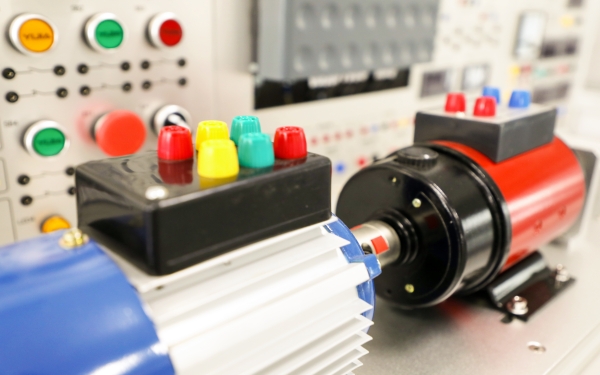
Wietnamski – Tiếng ViệtNapęd VFD o częstotliwości AC310 używany na ramie obrotowej w Pakistanie

Przegląd projektu
Miejsce: Fabryka
Data: grudzień 2021 r.
Lokalizacja: Pakistan
Przemysł: Tekstylia
Zakres projektu: Wysokowydajne falowniki ze sterowaniem wektorowym stosowane w wirówkach
Dostawy VEICHI: Napęd VFD serii AC310< /p>
Przegląd
Przędzarka przekształca półfabrykat niedoprzędu lub taśmy w przędzę poprzez ciągnienie, skręcanie i nawijanie, co jest główną maszyną przędzalniczą. Wielkość produkcji i jakość przędzy jest kompleksowym odzwierciedleniem procesu przędzenia.
Jednostką produkcyjną przędzarki jest wrzeciono, a produkcja (kilogram) na tysiąc wrzecion i na godzinę jest często używana do pomiaru poziomu produkcji przędzarki. Skalę produkcji przędzalni wyraża się zawsze całkowitą liczbą wrzecion, a przędza na każdym wrzecionie często ulega zerwaniu z różnych powodów, dlatego częstość pękania wyraża się często liczbą złamanych końcówek na tysiąc wrzecion na- godzinę, co wpływa na wydajność pracy, wydajność sprzętu, jakość wirowania i zawartość pyłu w warsztacie. Przędzarka jest najbardziej energochłonną maszyną w produkcji przędzalniczej. W procesie produkcyjnym, po zakończeniu rolki (przędza rurowa), produkcja zostanie zatrzymana, a następnie przędza będzie mogła być kontynuowana po wymianie rolki na pustą. Dlatego rozmiar rolki wpływa również na wydajność pracy, wydajność sprzętu i zużycie energii.
Prędkość wrzeciona, przechylenie i stopień pękania są ze sobą powiązane i ograniczają się nawzajem, co jest symbolem technicznego poziomu przędzenia i należy je rozpatrywać kompleksowo z aspektów społecznych, technologicznych i ekonomicznych, aby określić bardziej odpowiednią wartość.

Wymagania dotyczące procesu
Przędzenie to ostatni proces w produkcji przędzenia, a stopień pękania podczas przędzenia jest kluczem wpływającym na jakość produktu, wydajność i zużycie energii. Istotą przędzenia zerwanych końcówek jest to, że wytrzymałość przędzy pomiędzy wałkiem a hakiem prowadzącym jest mniejsza niż napięcie sekcji przędzalniczej. Zatem naprężenie przędzenia musi zostać ustabilizowane, aby zmniejszyć stopień pękania przędzy.
Wirujące uzwojenie z dużą prędkością tworzy balony. Wahania balonów na różnych etapach wirowania wpływają na wartość naprężenia przędzenia, które jest bezpośrednim czynnikiem powodującym szybkość pękania. Poznanie charakterystyki zmiany napięcia balonów podczas zdejmowania jest bardzo ważne, aby kontrolować stałe napięcie i zmniejszyć współczynnik pękania.
1.Zależność pomiędzy naprężeniem wrzeciona a prędkością wrzeciona: istnieje paraboliczna zależność pomiędzy naprężeniem a prędkością, tzn. naprężenie wirowania rośnie wraz ze wzrostem prędkości wrzeciona, a gdy prędkość wrzeciona jest większa, wirowanie napięcie wzrasta jeszcze bardziej.
2. Zmiana naprężenia przędzy przy zdejmowaniu: na początku przędzenia naprężenie przędzy osiąga wartość maksymalną, ze względu na najdłuższe baloniki i mniejszą średnicę nawoju. Wraz ze wzrostem stalowej płyty naprężenie balonu maleje, ale maksymalny balon pojawia się przed i po uformowaniu dna rury, a napięcie jest w tym czasie najbardziej niestabilne, co powoduje niestabilność ruchu stalowego pierścienia. Po uformowaniu dna rury, główną rolę w naprężeniu przędzy odgrywa zmiana średnicy uzwojenia. Kiedy pozycja płyty stalowej rośnie (mała średnica), napięcie wirowania jest duże, a kształt balonów jest mały.
Gdy stalowa płyta jest umieszczona na dole (duża średnica), naprężenie wirowania jest małe, a kształt balonów jest duży. Naprężenie przędzenia i kształt balonów osiągają największą stabilność na środkowym etapie przędzy. Przed pełną przędzą kształt balonów jest płaski, ale napięcie wirowania ma gwałtowne zjawisko odzyskiwania, gdy wysokość jest zbyt duża i traci wpływ regulujący napięcie, tak że napięcie jest niestabilne. Kiedy uzwojenie przędzy za każdym razem podnosi się i opada w niewielkim zakresie, co rośnie powoli i szybko opada, i jeśli jest to mierzone za pomocą miernika naprężenia, szczytowa wartość naprężenia zmienia się gwałtownie, gdy stalowa płyta obraca się od góry do dołu. W tym czasie zmiana kształtu balonów jest również bardzo duża, co powoduje pękanie i nieregularność skrętu.
Rozwiązanie produktów VEICHI
Po zainstalowaniu VEICHI AC310 prędkość przędzenia powinna zostać zmniejszona o 5% ~ 8% w przypadku przędzenia małych i dużych przędz (w celu zmniejszenia szybkości zrywania). Prędkość wirowania należy zwiększyć o 5% ~ 15% dla przędzy środkowej, zgodnie z warunkami panującymi na miejscu. Biorąc pod uwagę, że długość środkowej przędzy wynosi 80% całej długości przędzy, ogólna prędkość przędzenia wzrasta o prawie 10%, znacznie poprawiając efektywny czas pracy wrzeciona i poprawiając wydajność produkcji przędzenia, a tym samym zwiększa się również produkcja o prawie 10%.
Wniosek
Wysokowydajny system wirowania z napędem VFD VEICHI AC może zapewnić stabilną i niezawodną pracę oraz zapewnić klientom wysokie korzyści ekonomiczne. Ogólne rozwiązanie VEICHI jest bardzo chwalone przez klientów podczas rzeczywistych testów produkcyjnych. Konkretne zalety są następujące:
1. Zwiększyć wielkość produkcji;
2. Popraw jakość i zmniejsz częstotliwość pękania;
3. Oszczędzaj materiały i energię elektryczną;
4. Popraw wydajność produkcji;
5. Przedłużyć żywotność maszyny;
6. Zmniejsz obciążenie konserwacją.











 Leave a Message
Leave a Message