 Globalny angielski
Globalny angielski hiszpański – Español
hiszpański – Español Francuski - Français
Francuski - Français Rosyjski - Pусский язык
Rosyjski - Pусский язык Chinese - 中文
Chinese - 中文 Koreański – 한국어
Koreański – 한국어 Wietnamski – Tiếng Việt
Wietnamski – Tiếng ViệtNapęd VFD o częstotliwości AC310 stosowany w uzwojeniu naprężającym w sprzęcie do drukowania na folii w Indiach

Przegląd projektu
Miejsce: Zakład przetwórstwa tworzyw sztucznych
Data: czerwiec 2022 r.
Lokalizacja: Indie
Branża: Uzwojenie plastikowe
Zakres projektu: Zastosowanie silnika momentu obrotowego AC310 z kontrolą napięcia, zwiększając w ten sposób wyjściowy moment obrotowy silnika i kontrolując stałą napięcia
Dostawy VEICHI: Napęd AC310 VFD, silnik momentowy
1.Głównym produktem tego klienta są torby i folie plastikowe. W tej fabryce znajduje się 120 zestawów linii produkcyjnych, w których do uzwojenia wykorzystywane są silniki sterujące momentem obrotowym, a do ciągnięcia - falowniki. Moc silnika sterującego momentem obrotowym na każdej linii produkcyjnej jest inna w zależności od różnych wymagań. A wymagania silnika prądu przemiennego są stosowane w uzwojeniu jak poniżej:
(1) Zmniejsz koszty konserwacji silnika momentowego: urządzenia klienta działają przez 24 godziny, co prowadzi do wysokich kosztów czasu inwestowanego w konserwację i remonty.
(2) Zmniejsz obciążenie pracowników: niektóre linie produkcyjne wymagają ręcznej regulacji silnika momentu obrotowego, a pracownicy zawsze muszą zwracać szczególną uwagę na stan uzwojenia, co jest nie tylko bardzo kłopotliwe, ale także powoduje złe formowanie efekt.
(3) Wymień regulator naciągu na miejscu: niektóre linie produkcyjne wykorzystują jednocześnie silnik momentowy i regulator naciągu. Kontroler napięcia zwiększa wyjściowy moment obrotowy silnika poprzez zliczanie. Jednak w ten sposób trudno jest zapewnić stałą kontrolę naprężenia, a pracownicy muszą ponownie ustawić średnicę objętościową podczas wymiany rolek. Klient daje również informację, że forma nawijania nie jest zbyt dobra.

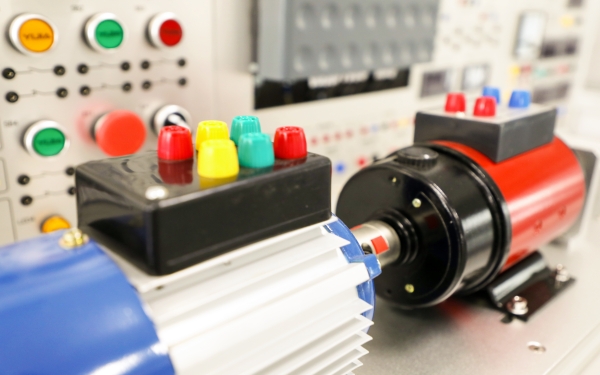
Zdjęcia sprzętu w witrynie

Schemat transformacji linii produkcyjnej

Schemat połączeń
Proces debugowania
1. Falownik wykonuje funkcję samokształcenia obrotowego silnika bez obciążenia (bardzo ważny krok);
2. Wymagają najwyższej prędkości linii odpowiadającej najwyższej fabrycznej częstotliwości ciągnięcia przedniej strony uzwojenia;
3. Wymagaj fabrycznego mechanicznego współczynnika DEC po stronie uzwojenia;
4. Przetestuj początkową średnicę objętości;
5. Wymagają największej średnicy objętościowej podczas nawijania;
6. Podczas debugowania można zastosować formułę:
TN: Moment obrotowy silnika;
D: Aktualna średnica rolki;
F: Napięcie;
F0: Ustawianie napięcia;
D0: średnica początkowa;
D1: Modyfikacja kompensacji taśmy.
Specyfikacja:
Krok 1 umożliwia falownikowi uzyskanie dokładnych parametrów silnika w celu uzyskania dokładnej kontroli;
Kroki 2,3,4 i 5 mają na celu dostarczenie falownikom dokładnych danych podczas obliczania średnicy objętościowej i są kluczem do uzyskania stałej kontroli naprężenia w procesie nawijania.
Wzory 1 i 2 z kroku 6 można wykorzystać do obliczenia początkowego momentu obrotowego i oceny, czy silnik jest prawidłowy, czy nie. Wzór 3 służy do kontrolowania stożka uzwojenia i jest również bardzo ważny przy formowaniu uzwojenia.
Ustawianie parametrów
| Kod funkcji | Nazwa funkcji | Zalecana wartość |
| F0,00 | Tryb sterowania | 0 |
| F0.02 | Uruchamianie kanału poleceń | 1 |
| F0.14 | Czas ACC 1 | 0,5 |
| F0.15 | GRUDZIEŃ, czas 1 | 1 |
| F2.00 | Wielofunkcyjny terminal X1 | 1 |
| F2.01 | Terminal wielofunkcyjny X2 | 56 |
| F3.11 | Jako dolny limit odpowiadał ustawieniu | 8 |
| F7,00 | Tryb kontroli prędkości/momentu obrotowego | 1 |
| F7.01 | Wybór źródła momentu obrotowego | 9 |
| F7.10/F7.11 | Wybór limitu częstotliwości | 0 |
| F7.12 | Ograniczenie częstotliwości FWD | 100% |
| F7.13 | Ograniczenie częstotliwości REV | 100% |
| F7.16 | Napięcie według źródła | 0003 |
| F7.17 | Podano numer napięcia | Na podstawie witryny |
| F7,20 | Przełożenie mechaniczne | Na podstawie witryny |
| F7.24 | Metoda obliczania średnicy rolki | 0010 |
| F7.26 | Średnica rolki | Na podstawie witryny |
| F7,29 | Częstotliwość odcięcia przy obliczaniu średnicy rolki | 5 |
| F7.31 | Źródło wejściowe prędkości linii | 2 |
| F7,32 | Maksymalna prędkość linii | Na podstawie witryny |
| F7.33 | Najniższa prędkość linii po obliczeniu średnicy rolki | Na podstawie witryny |











 Leave a Message
Leave a Message