 Globalny angielski
Globalny angielski hiszpański – Español
hiszpański – Español Francuski - Français
Francuski - Français Rosyjski - Pусский язык
Rosyjski - Pусский язык Chinese - 中文
Chinese - 中文 Koreański – 한국어
Koreański – 한국어 Wietnamski – Tiếng Việt
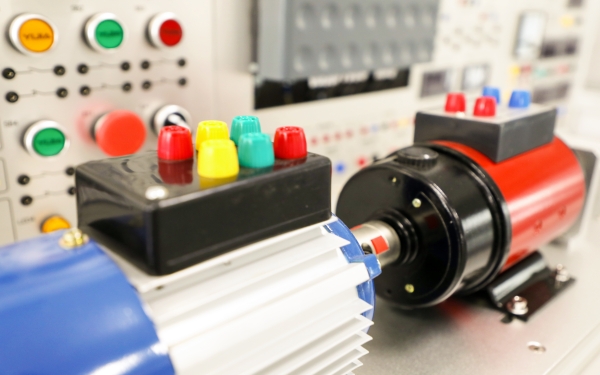
Wietnamski – Tiếng ViệtNapęd VFD o częstotliwości AC310 używany w firmie Dye Jigger w Bangladeszu

Przegląd projektu
Miejsce: Fabryka
Data: styczeń 2022 r.
Lokalizacja: Bangladesz
Przemysł: Tekstylia
Zakres projektu: Wysokowydajne falowniki ze sterowaniem wektorowym są szeroko stosowane w przemyśle tekstylnym
Dostawy VEICHI: Napęd AC serii AC310 VFD
Przegląd
Obecnie barwienie tkanin jest ważnym procesem na rynku przetwórstwa tekstyliów. Dozownik barwników zajmuje się głównie procesem bielenia, barwienia, prasowania i szlifowania do gotowej tkaniny. W sterowaniu osadzarką muszą być dostępne funkcje automatycznego zliczania (liczba załadunku tkaniny), automatycznego zawracania (wielokrotne wybielanie lub farbowanie) i swobodnego zatrzymania (stabilne zatrzymanie awaryjne bez luzu i opadania na tkaninę). Podczas całego procesu napięcie rozciągające i prędkość linii tkaniny powinny być utrzymywane na stałym poziomie. Dlatego wymagany jest wyższy poziom automatycznego sterowania całym mechanicznym układem przeniesienia napędu.

Wymagania dotyczące procesu
Pracując jako centralny system kontroli zwijania, Dyjigger wykorzystuje dwa trójfazowe silniki asynchroniczne, napędzające wałek z reduktorem w celu barwienia tkanin. Gotowa tkanina jest najpierw nawijana na jeden z wałków za pomocą silnika zwijającego i bliskości wyłącznik montowany jest na wale napędowym walca (łącznik zbliżeniowy generuje impuls na jedno okrążenie). I w tym momencie wyspecjalizowany kontroler naciągu służy do zliczania numeru kolejnej całej tkaniny. Po zwinięciu jeden koniec tkaniny przepuszcza się ręcznie przez basen barwnika i połączony wał, aby zwinąć go w drugi cylinder i szczelnie owinąć. Po uruchomieniu urządzenia barwiącego można przystąpić do barwienia tkaniny. Obydwa wałki poruszają się w tym samym kierunku i muszą utrzymywać stały naciąg tkaniny. Poza tym czas przejścia cieczy barwiącej przez tkaninę powinien być taki sam, to znaczy utrzymywać się stałą prędkość linii. W systemie sterowania napędem nie ma sprzężenia zwrotnego dotyczącego prędkości i napięcia linii, dlatego częstotliwość wyjściowa falownika odwijającego i wyjściowy moment obrotowy falownika uzwojenia muszą zostać dostosowane, aby spełnić unikalne wymagania systemu sterowania.
Szkic schematyczny sterowania

Rozwiązanie produktów VEICHI
W urządzeniu do barwienia zastosowano regulator naprężenia VEICHI AC310 i interfejs HMI VI10, które głównie ustawiają napięcie tkaniny, prędkość linii roboczej, grubość tkaniny i liczbę czasów barwienia, obliczają częstotliwość wyjściową silnika odwijania i wyjściowy moment obrotowy silnika uzwojenia, i steruj logicznym działaniem automatycznego zawracania i zatrzymywania. Wykorzystuje komunikację RS485 pomiędzy falownikiem a sterownikiem (protokół komunikacyjny Modbus RTU).
Na schemacie sterowania widać, że: Dwa takie same falowniki (18,5 kW) pracują w trybie VC w trybie PG. Podczas ładowania tkanin kontroler naprężenia rejestruje liczbę okręgów tkaniny nawiniętej na wałek, a następnie operator mierzy grubość tkaniny i wprowadza dane do sterownika, który dokładnie oblicza średnicę rolki w zależności od grubości i koła. Gdy stosowana jest metoda całkowania po grubości, rzeczywisty promień bezwładności można łatwo uzyskać z niewielkim błędem. Sterownik dokładnie oblicza moment obrotowy (silnik uzwojenia) i częstotliwość dopasowania (silnik odwijania) na podstawie rzeczywistego promienia obrotu, użytkownik ustawienie napięcia i prędkość linii oraz przesyłanie ich do falownika AC310 jako podstawowe parametry sterujące uzwojenia i silnika uzwojenia poprzez komunikację szeregową 485. W ten sposób gwarantowana jest stała prędkość linii i kontrola stałego napięcia, w którym stała kontrola napięcia jest realizowana przez kontrola momentu obrotowego falownika AC310.
Bazując na zasadzie działania osadzarki barwnikowej, możemy wyciągnąć wniosek, że silnik odwijający jest zawsze w stanie wytwarzania energii. Zwykle jednostka hamująca i rezystor hamujący zużywają energię od strony obciążenia w postaci ciepła. Jednak sprzęt, który będzie długoterminowo pracował w wytwarzaniu energii, spowoduje ogromne marnotrawstwo energii elektrycznej. Zajmuje również miejsce w elektrycznej skrzynce sterowniczej ze względu na dużą skrzynkę oporową.
Wysokowydajny falownik VC AC310 obsługuje wspólną szynę DC, a szyna DC dwóch falowników jest bezpośrednio równoległa. Kiedy osadzarka barwnika pracuje normalnie, moc generowana przez hamulec odwijania jest przekazywana z powrotem do silnika uzwojenia poprzez magistralę równoległą, w ten sposób energia elektryczna jest w pełni wykorzystywana, co znacznie poprawia efektywność energetyczną. Jednak podczas szybkiego zatrzymania oba silniki wytwarzają energię stanie, a jeden z falowników jest nadal połączony równolegle z rezystorem hamowania, który działa przez krótki czas przy niewielkim zużyciu energii, głównie zapobiegając przepięciom spowodowanym zatrzymaniem systemu.
Wniosek
System maszyny farbującej z falownikiem VEICHI może osiągnąć stabilną i niezawodną pracę oraz uzyskać wysokie korzyści ekonomiczne dla klientów. Ogólne rozwiązanie VEICHI jest bardzo chwalone przez klientów podczas rzeczywistych testów produkcyjnych. Konkretne zalety są następujące:
(1) Przyjazny interfejs HMI: wszystkie parametry można wygodnie odczytywać i modyfikować na ekranie dotykowym;
(2) Silnik o zmiennej częstotliwości – przekładnia reduktorowa: stabilna przekładnia, czyste środowisko, brak wycieków oleju i mniej konserwacji niż w przypadku przekładni hydraulicznych i prądu stałego;
(3) Stała prędkość i stałe napięcie w prawdziwym tego słowa znaczeniu: Stała prędkość i stałe napięcie to idealne warunki dla osadzania barwnika w celu realizacji procesu barwienia. W przeszłości, ze względu na ograniczenia techniczne, nie było to możliwe. Przy użyciu tylko jednej jednostki aktywnego trybu przekładni nie można uzyskać stałej prędkości linii i stałego napięcia. Kiedyś istniał produkt przejściowy z podwójną regulacją prędkości prądu stałego, a przekładnia z podwójnym inwerterem częstotliwości jest idealnym produktem zastępczym przekładni hydraulicznej i przekładni prądu stałego, co stanowi kierunek rozwoju jiggera;
(4) Wysoka dokładność kontroli napięcia i prędkości: 300-1000 n (regulowana w sposób ciągły, precyzja ±5%), 10~150 m/min (regulowana w sposób ciągły, precyzja±1%);
(5) Wysoki stopień automatyzacji: automatyczne zliczanie cykli i tras, automatyczne cofanie, automatyczne podgrzewanie i niższa pracochłonność. Można monitorować więcej niż jedną maszynę; automatyczna kontrola temperatury w celu osiągnięcia stałego wzrostu temperatury i kontroli temperatury podsekcji. Automatyczne podawanie w celu skutecznego przezwyciężenia typowych różnic w barwieniu opakowań;
(6) Elastyczne dostosowanie receptury procesu w celu skutecznego ograniczenia ryzyka zamówień oraz łatwa zmiana koloru
(7) Duża zdolność adaptacji odmian: Ze względu na kontrolę programu optymalizacji PLC, odmiany mają dużą zdolność adaptacji, a grubość tkaniny nie ma wpływu na działanie, co przełamuje tradycyjny pogląd, że maszyna do farbowania nie jest dostępna w przypadku cienkich tkanin;
(8) Duża średnica walca: maksymalnie 1,5 m, zazwyczaj tysiące metrów na cylinder lub nawet więcej, aby skutecznie pokonać różnicę cylindrów. Podążanie za cylindrem jest dostępne nawet przy zamówieniach rzędu dziesiątek tysięcy metrów.











 Leave a Message
Leave a Message