 Globalny angielski
Globalny angielski hiszpański – Español
hiszpański – Español Francuski - Français
Francuski - Français Rosyjski - Pусский язык
Rosyjski - Pусский язык Chinese - 中文
Chinese - 中文 Koreański – 한국어
Koreański – 한국어 Wietnamski – Tiếng Việt
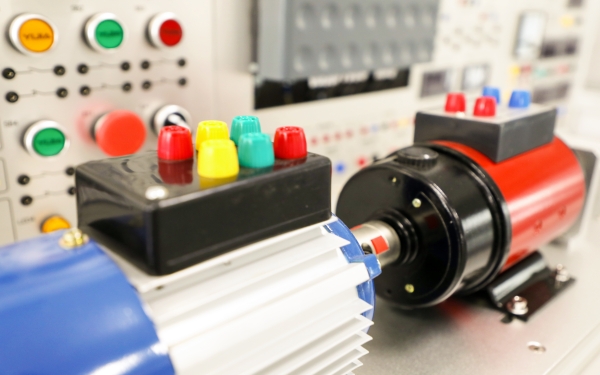
Wietnamski – Tiếng ViệtNapęd VFD o częstotliwości AC310 używany w maszynie do powlekania w Bangladeszu

Przegląd projektu
Miejsce: Fabryka
Data: luty 2022 r.
Lokalizacja: Bangladesz
Przemysł: Tekstylia
Zakres projektu: Wysokowydajne falowniki ze sterowaniem wektorowym są szeroko stosowane w przemyśle tekstylnym
Dostawy VEICHI: Napęd AC serii AC310 VFD
Przegląd
Maszyna powlekająca musi równomiernie nakleić klej lub tusz na folię aluminiową, folię z tworzywa sztucznego lub powierzchnie tekstylne, co wiąże się z wysokimi wymaganiami dotyczącymi procesu powlekania: wymaga nie tylko jednakowej wysokości procesu powlekania, ale także wymaga osiągnięcia szybka i nieprzerwana wymiana rolek w celu poprawy wydajności produkcji.

Wymagania dotyczące procesu
Ogólnie rzecz biorąc, proces powlekania składa się z kilku etapów: odwijania ze stałym napięciem, wieloetapowej kontroli synchronicznej i nawijania ze stałym napięciem. Wymaga stałego napięcia materiału, stałej prędkości linii i płynnego startu/zatrzymania procesu produkcyjnego. Dlatego kluczem do kontrolowania wydajności mechanicznej i elektrycznej maszyny do powlekania jest kontrola napięcia układu powlekającego. Wartość napięcia wpływa bezpośrednio na jakość i ilość produktów: jeśli będzie zbyt duża, zniszczą się właściwości fizyczne, żywotność i jakość papieru powlekanego; jeśli będzie za mały, nawinięcie będzie zbyt luźne, a papier nie będzie gładki, co będzie miało wpływ na jakość produktu w późniejszym procesie. Podczas całego procesu, niezależnie od przyspieszania początkowego lub zwalniania przy zatrzymaniu, praca ze stałą prędkością przy dowolnej prędkości linii wymaga, aby wałek powlekający, wałek złożony i wałek trakcyjny utrzymywały synchroniczną prędkość linii. W przeciwnym razie nastąpi zerwanie papieru, przesunięcie rolki, zagięcie folii aluminiowej lub uszkodzenie druku i inne nieprawidłowości. Ponadto silnik do powlekania złożonego musi szybko reagować, zapewniając dokładną kontrolę prędkości i niewielkie wahania napięcia w całym procesie.
Rozwiązanie produktów VEICHI
Kontrola napięcia przekładni ma na celu kontrolę stabilności napięcia poprzez kontrolowanie stałej prędkości systemu. Obecnie większość gałęzi przemysłu wykorzystuje wysokiej klasy sterowniki PLC do kontroli stałej prędkości, do których wysyłany jest sygnał zwrotny trakcji nawijającej i urządzenia nawijającego, a falownik jest jedynie elementem wykonawczym w całym układzie sterowania. Wymaga to szybkiego działania sterownika PLC i bardziej rozbudowanych modułów A/D i D/A. Co więcej, dynamiczna reakcja systemu jest powolna ze względu na wpływ szybkości działania sterownika PLC i transmisji sygnału. Dlatego możemy używać wyłącznie najwyższej klasy falowników wektorowych marki, z wejściem analogowym o wysokiej rozdzielczości, szybką reakcją dynamiczną i dużą dokładnością, aby zrekompensować opóźnienia spowodowane brakami rozwiązania.
Rozwiązanie VEICHI
1. Podczas procesu odwijania napęd VFD serii VEICHI AC310 jest przystosowany do automatycznego sterowania PID w pętli zamkniętej, mającej na celu utrzymanie stałego napięcia materiału. Prędkość odwijania zmienia się wraz z prędkością trakcji: gdy lina jest luźna, prędkość nawijania zmienia się wraz z prędkością odwijania; gdy lina jest zerwana, konieczne jest natycHMIastowe zatrzymanie płyty odwijającej. Biorąc pod uwagę, że w płycie odwijającej znajdują się urządzenia hamujące, należy ustawić swobodny przystanek dla falowników. Proces rozwijania przebiega oddzielnie.
2. W procesie powlekania i pieczenia potrzebnych jest kilka falowników VC z otwartą pętlą, które wykorzystują sterowanie proporcjonalne, a sygnał główny i sygnał precyzyjnej regulacji są sterowane przez superpozycję w procesie powlekania. Metoda realizacji synchronizacji prędkości liniowej: Biorąc wiele Na przykład sterowanie synchronizacją etapów w procesie wielopowłokowym, aby utrzymać synchroniczną prędkość linii, przyjmuje superpozycję częstotliwości głównej + częstotliwości pomocniczej. W sterowaniu synchronicznym częstotliwość główna pierwszego falownika jest przesyłana do drugiej jednostki poprzez Komunikacja RS485 i tak dalej, aż do ostatniego. Transmisja częstotliwości metodą komunikacyjną pozwala uniknąć tłumienia sygnałów analogowych w procesie transmisji. Realizowana przez funkcję góra/dół falownika, częstotliwość pomocnicza jest wykorzystywana jako częstotliwość dostrajania, której dokładność może wynosić do 0,01 Hz.
3. Kontroler naprężenia AC310 służy do nawijania gotowego produktu, głównie mając na celu stałe napięcie gotowych produktów. Dzięki sterowaniu w otwartej pętli automatyczne obliczanie stożka i obliczanie średnicy odbywa się bez dodatkowych urządzeń napinających, w celu przeprowadzenia operacji śledzenia na etapie wykańczania maszyny powlekającej.
Wniosek
System powłok zrealizowany za pomocą falownika VEICHI jest stabilny i niezawodny w całym procesie operacyjnym oraz przyniósł przedsiębiorstwom dobre korzyści ekonomiczne. Dzięki faktycznemu testowi produkcyjnemu klient jest zadowolony z ogólnego planu VEICHI. Jego zalety to następujące punkty:
(1) Sterowanie stałym napięciem i sterowanie synchroniczne realizowane jest za pomocą falownika bez dodatkowego sterownika, a sterowanie PLC jest realizowane w elektrycznym systemie sterowania o prostej strukturze;
(2) Stała kontrola napięcia. Podczas procesu produkcyjnego napięcie jest utrzymywane na stałym poziomie z dużą dokładnością, a materiał bazowy nie ulegnie uszkodzeniu. Efekt powłoki jest równomierny, co zapewnia dobrą jakość produktu, a miejsce budowy jest czyste i wolne od wycieków oleju;
(3) Kompensacja stożka uzwojenia w celu zapewnienia stałego napięcia gotowych produktów, co całkowicie pozwala uniknąć sytuacji wewnętrznego naprężenia i zewnętrznego poluzowania;
(4) Dojrzała technologia, wygodna do debugowania, obsługi i konserwacji.











 Leave a Message
Leave a Message