 Globalny angielski
Globalny angielski hiszpański – Español
hiszpański – Español Francuski - Français
Francuski - Français Rosyjski - Pусский язык
Rosyjski - Pусский язык Chinese - 中文
Chinese - 中文 Koreański – 한국어
Koreański – 한국어 Wietnamski – Tiếng Việt
Wietnamski – Tiếng ViệtMaszyna do ciągnienia drutuRozwiązanie
Maszyna do ciągnienia drutu Rozwiązanie
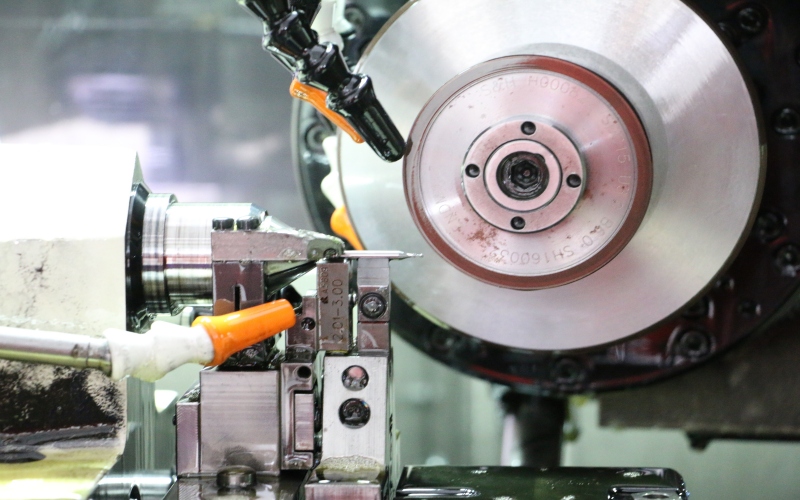
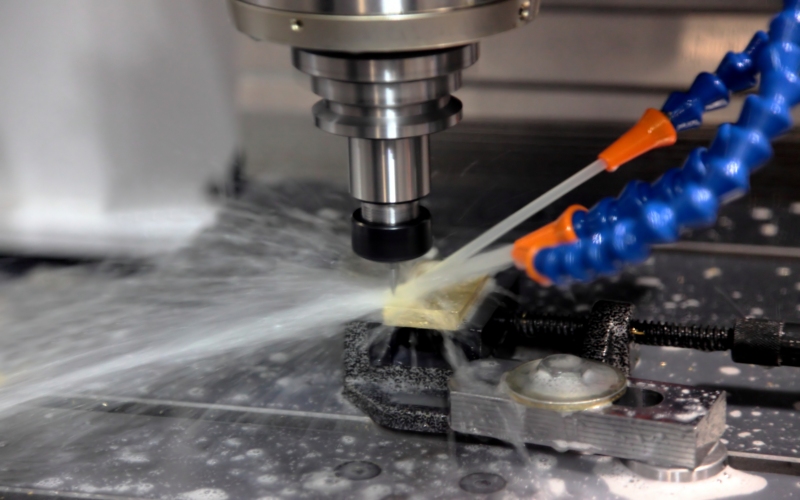
Maszyna do ciągnienia drutu nazywana jest również maszyną do ciągnienia. Przeciągarka do drutu jest szeroko stosowanym sprzętem mechanicznym stosowanym w zastosowaniach przemysłowych, jest stosowana w produkcji maszyn, obróbce metali, przemyśle petrochemicznym i tworzyw sztucznych, produktach bambusowych i drewnianych, drutach i kablach oraz w innych gałęziach przemysłu.
W zależności od zastosowania, maszynę do ciągnienia drutu można podzielić na maszynę do ciągnienia drutu metalowego (do wstępnej obróbki wyrobów metalowych, takich jak części standardowe), maszynę do ciągnienia drutu z tworzywa sztucznego (stosowaną w przemyśle wyrobów z tworzyw sztucznych do produkcji różnych pustych, pełnych lub płaskich przędze do głębokiej obróbki poliestru, nylonu, polietylenu, polipropylenu, wiórów poliestrowych itp.), przeciągarka drutu bambusowego i drzewnego (stosowana w przemyśle wyrobów z bambusa i drewna do wyrobu pałeczek, wykałaczek, paluszków do grilla itp., wyciągania bambusa jedwab, specjalny sprzęt do ponownego przetwarzania wełny drzewnej). Przeciągarkę drutu można podzielić na typ prosty i typ zbiornikowy na wodę za pomocą rozciągania. Średnicę drutu można podzielić na dużą maszynę do ciągnienia, środkową maszynę do ciągnienia, drobną maszynę do ciągnienia i mikrociągarkę itp.

Cechy i zalety
Wprowadzenie
Maszyna do ciągnienia drutu składa się z dwóch części: ciągnienia drutu i drutu. Aby poprawić wydajność, jakość i koszt kabla, maszynę do ciągnienia drutu zazwyczaj zmienia się na sterowanie stałym napięciem z podwójną lub wielokrotną konwersją. Obecnie większość sterowania synchronicznego o zmiennej częstotliwości zazwyczaj przyjmuje tryb sterowania zewnętrznego regulatora PID. Wady tej metody są następujące: Parametry sterujące regulatora PID są trudne do debugowania, drogie i łatwe do uszkodzenia. Wielkość analogowa ma problemy z tłumieniem i dryftem podczas transmisji. Koszty utrzymania i konserwacji są wysokie. Korzystanie z falownika maszyny do ciągnienia drutu jest łatwe w obsłudze, łatwe do debugowania i ekonomiczne. Jest to trend w zastosowaniu maszyn do ciągnienia drutu. Obecnie przeciągarka do drutu firmy VEICHI jest dobrze sprzedawana w całym kraju, a jej reputacja jest bardzo dobra. Zdobył jednomyślne uznanie różnych producentów w dziedzinie maszyn do ciągnienia drutu.

Maszyna do ciągnienia drutu
Wprowadzenie i zasada działania maszyny do ciągnienia drutu
Wprowadzenie maszyny do ciągnienia drutu prostego
Przeciągarka drutu prostego to małe urządzenie do produkcji ciągłej składające się z wielu głowic ciągnących. Ciągnąc jeden po drugim, drut można jednocześnie ciągnić na zimno do wymaganych specyfikacji, dzięki czemu wydajność pracy jest stosunkowo wysoka. Ponieważ jednak średnica drutu zmienia się po każdym etapie ciągnienia, należy zmienić także prędkość linii roboczej każdej głowicy ciągnącej. Cechy: wiele głowic wyrywających, wielokrotna konwersja częstotliwości, wielokrotna regulacja PID.
Zasada maszyny do ciągnienia drutu prostego
(1) Zasada działania maszyny do ciągnienia drutu prostego polega na kontrolowaniu równego czasu przepływu metalu na każdej szpuli.
(2) Zużycie matrycy do ciągnienia drutu, wahania prędkości silnika , nierówność grubości drutu itp. wykrywana jest przez czujnik przemieszczenia, a do kompensacji prędkości wykorzystywany jest algorytm PID.
(3) Jako prędkość główną podaje się prędkość ostatniej szpuli, a drugiej szpuli bębny są określane na podstawie przełożenia redukcyjnego i przełożenia.

Zasada maszyny do ciągnienia drutu prostego
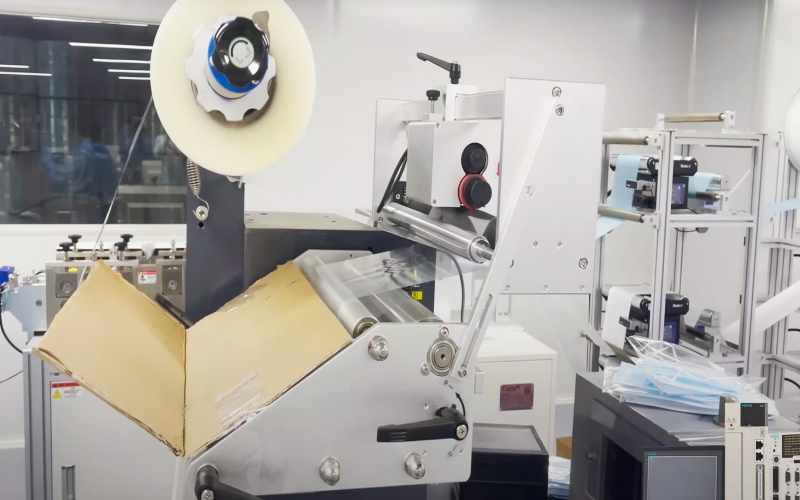
Wprowadzenie do maszyny do ciągnienia drutu typu zbiornik na wodę
Maszyna do ciągnienia zbiornika wody nazywana jest również maszyną do ciągnienia na mokro, a proces ciągnienia odbywa się w zbiorniku wody, który może skutecznie rozpraszać ciepło wytwarzane podczas ciągnienia drutu stalowego i przesuwania drutu stalowego na szpuli, i nadaje się do produkcji drutu stalowego o małych średnicach.
Zasada działania maszyny do ciągnienia drutu typu zbiornik na wodę
(1) Gospodarz ciągnie koło wieży i wchodzi do małego otworu przez duży otwór formy, aby zakończyć proces zagęszczania cienkiej linii.
(2) Napięcie jest przekształcane na napięcie 0-10 V sygnał elektryczny za pomocą potencjometru podłączonego do drążka naprężającego.
(3) Funkcja konwersji częstotliwości uzwojenia, obliczająca średnicę samouzwojenia, co oznacza, że w miarę zwiększania się drutu prędkość podawania drutu jest automatycznie zmniejszana, a napięcie napięcie sprzężenia zwrotnego jest połączone z działaniem PID, aby utrzymać stałe napięcie drutu.

Zasada działania maszyny do ciągnienia drutu typu zbiornik na wodę
Wymagania procesowe dla falownika maszyny do ciągnienia drutu
(1) Doskonały moment obrotowy przy niskiej częstotliwości, szybka reakcja dynamiczna, wyjątkowo stabilna dokładność w stanie ustalonym i brak drgań.
(2) Wszystkie algorytmy kontroli napięcia są zintegrowane w falowniku, a charakterystyczne funkcje przeciągarka drutu jest zintegrowana z falownikiem. Pełną funkcję sterowania skomplikowaną maszyną do przeciągania drutu można zrealizować bez konieczności stosowania peryferyjnych obwodów sterujących.
(3) Kiedy host uruchamia się i zatrzymuje, rozłączenie nigdy nie jest dozwolone. Jeśli wystąpi błąd rozłączenia, należy go szybko zaalarmować i zatrzymać awaryjnie.
(4) Praca jest stabilna. Podczas normalnej pracy wahadło nie może kolidować z górną i dolną granicą, a jednocześnie można utrzymać to samo natężenie przepływu.
(5) Utrzymuj synchronizację linii podczas zatrzymania i utrzymuj zawsze proporcjonalna zależność prędkości każdej linii.
(6) Falownik integruje wiele zestawów specjalnych parametrów maszyny do ciągnienia drutu i bezpośrednio wywołuje odpowiednie parametry, bez konieczności ustawiania parametrów przez klienta jeden po drugim.
Funkcje falownika maszyny do ciągnienia drutu AC310
(1) Unikalne automatyczne obliczanie współczynnika średnicy rolki
W miarę ciągłego zwiększania się średnicy uzwojenia maszyny odbierającej, częstotliwość wyjściowa maszyny odbierającej musi być stale zmniejszana. Falowniki serii AC310 są specjalnie wyposażone w funkcję obliczania średnicy uzwojenia, która umożliwia dynamiczne, w czasie rzeczywistym i automatyczne obliczanie aktualnej średnicy uzwojenia nawijarki drutu w celu uzyskania najlepszego efektu odbierania stałego napięcia.
(2) Przyrost współczynnika średnicy rolki K1
W trakcie pracy, gdy pręt równoważący naprężenie nie jest wyśrodkowany, włączana jest funkcja automatycznego obliczania współczynnika średnicy uzwojenia K1. Aby zapewnić stabilność naprężenia przy wysokich, średnich i niskich prędkościach, różnym odchyłkom położenia prętów wahadłowych odpowiadają różne przyrosty K1 średnicy rolek, a różne szybkości zmiany średnicy rolek w systemie są różne. Przyrost K1 jest dostosowywany w celu uzyskania dokładnego obliczenia średnicy rolki.
(3) Wydajna metoda obliczania średnicy cewki
Aby zapewnić płynną pracę nawijarki drutu w pobliżu środka wahadła, ważną funkcją jest automatyczne obliczanie średnicy uzwojenia. Istnieją dwie automatyczne metody obliczania średnicy uzwojenia w AC310: metoda prędkości liniowej i metoda całkowania grubości. Dzięki temu kontrola napięcia jest doskonalsza.
(4) Reset średnicy rolki (ręczny / automatyczny)
Przy tej samej prędkości linii częstotliwość wyjściowa maszyny odbierającej przy pełnej średnicy i pustej średnicy znacznie się różni. Aby zsynchronizować prędkość nawijacza drutu i linii głównej, nawijacz drutu musi podczas wymiany rolki zresetować średnicę rolki. Gdy używana jest funkcja automatycznego resetowania średnicy rolki, współczynnik średnicy rolki K1 jest automatycznie resetowany po każdym zatrzymaniu. W przypadku awarii zasilania lub zatrzymania awaryjnego należy zastosować funkcję ręcznego resetowania średnicy cewki, to znaczy zewnętrzny zacisk wielofunkcyjny definiuje się jako zacisk resetowania średnicy cewki.
(5) Kompensacja tarcia
Wbudowany moduł kompensacji tarcia statycznego i moduł kompensacji tarcia ślizgowego zapewniają pracę polegającą na pokonywaniu tarcia i czynią system doskonalszym.
Zalecane parametry hosta konwersji podwójnej częstotliwości typu zbiornika na wodę (maszyny do ciągnienia drutu)
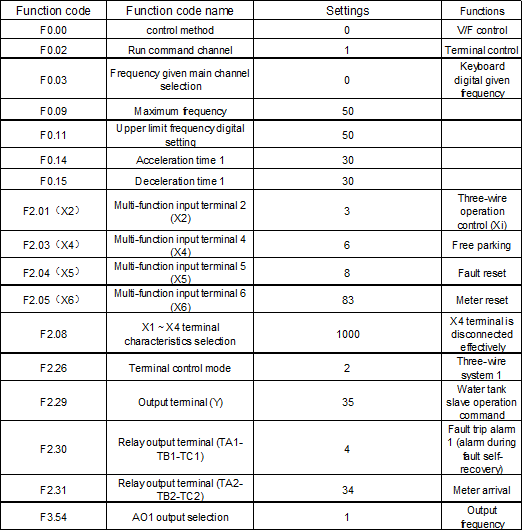
Zalecane parametry hosta konwersji podwójnej częstotliwości typu zbiornika na wodę (maszyny do ciągnienia drutu)
Zalecane parametry maszyny drutowej do konwersji podwójnej częstotliwości ze zbiornikiem na wodę
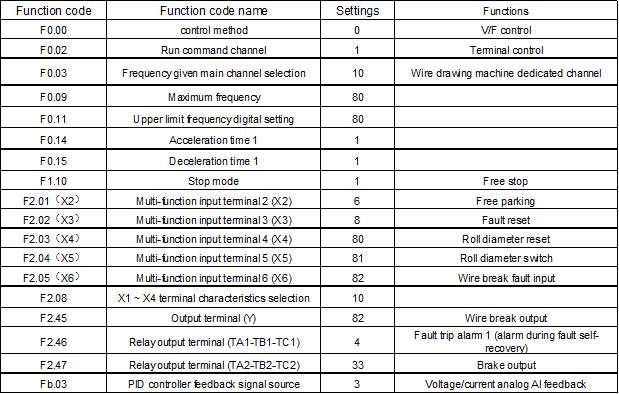
Zalecane parametry maszyny drutowej do konwersji podwójnej częstotliwości ze zbiornikiem na wodę
Uwaga: powyższe zalecane wartości parametrów mogą nie mieć zastosowania w niektórych specjalnych warunkach i zostaną dostosowane do warunków panujących w miejscu użytkowania.
Debugowanie falownika
Jednostka główna, okablowanie maszyny odbierającej drut
Częstotliwość wyjściowa falownika głównego jest połączona przez programowalny port wyjścia analogowego A01 i zacisk GND z portem wejścia prądowego AS i GND falownika odbierającego linię; częstotliwość wyjściowa falownika głównego jest wykorzystywana jako częstotliwość sprzężenia zwrotnego maszyny nawijającej drut i maszyny nawijającej drut. Wewnętrznie obliczone korekty PID współpracują ze sobą, aby zapewnić stałe napięcie zwijanej linki.< /p>
Okablowanie sprzężenia zwrotnego odbioru drutu
Trzy końce potencjometru dźwigni równoważenia napięcia są podłączone do +10 V, AI i GND falownika naciągu i są ustawione zgodnie z maksymalnym napięciem sprzężenia zwrotnego położenia i najniższym napięciem sprzężenia zwrotnego położenia dźwigni obrotu Odpowiednio [F3.06] i [F3.08]. Może zagwarantować, że wartość sprzężenia zwrotnego PID wyniesie 50%, gdy wahadło znajduje się w położeniu środkowym. Potencjometr sprzężenia zwrotnego napięcia powinien mieć zakres 360° potencjometr o wysokiej precyzji.
Okablowanie rezystora hamowania
Aby zapewnić stałe napięcie liny zwijającej, falownik maszyny odbierającej musi w krótkim czasie przyspieszać i zwalniać. Gdy prędkość zostanie zmniejszona, napięcie liniowe falownika wzrośnie. Aby zapewnić normalną pracę falownika, wymagany jest hamulec zewnętrzny. Informacje na temat rezystancji i oporu hamowania można znaleźć w instrukcji obsługi falownika serii AC310. Rezystor hamowania jest podłączony do (+) i PB przeciągarek drutu serii AC310.
Funkcja wykrywania przerwania przewodu
Gdy wartość sprzężenia zwrotnego napięcia jest mniejsza niż dolna granica detekcji odłączenia PID [FF.20] lub przekracza górną granicę detekcji odłączenia PID [FF.21] i utrzymuje się przez czas ustawiony przez [FF.24], falownik jest [FF. 25] Sposób selekcji jest odpowiednio traktowany. Dolna granica alarmu przerwanego drutu [FF.20]: Ustaw dolną granicę wykrywania rozłączenia PID maszyny ciągnącej drut, sygnał sprzężenia zwrotnego jest mniejszy niż wartość dolnego limitu alarmu odłączenia i kontynuuj [FF.24] opóźnienie oceny detekcji odłączenia, następnie jest uważany za rysunek. Maszyna jest odłączona. Górna granica alarmu przerwanej linii [FF.21]: Ustaw górną granicę wykrywania ciągnienia drutu w maszynie do ciągnienia drutu. Sygnał sprzężenia zwrotnego przekracza górną granicę alarmu przerwania przewodu i trwa dalej [FF.24] Po opóźnieniu oceny wykrycia przerwania przewodu uznaje się, że ciągnienie drutu Maszyna jest odłączona. Opóźnienie oceny wykrycia przerwania przewodu [FF.24]: Aby uniknąć fałszywych alarmów.
Gdy system wykryje rozłączenie, po ustaleniu czasu opóźnienia przez wykrywanie rozłączenia, zgłosi błąd rozłączenia. Tryb pracy przy błędzie rozłączenia: 0, swobodne zatrzymanie i alarm; 1, tylko działanie zacisku błędu odłączenia, gdy falownik wykryje rozłączenie, kontynuuje pracę. Jednocześnie, jeśli wielofunkcyjny zacisk wyjściowy jest ustawiony na wyjście rozłączające, natycHMIast wysyłany jest prawidłowy sygnał.
Aby uniknąć fałszywych alarmów podczas uruchamiania lub wyłączania, falownik można ustawić na pracę dłuższą niż [FF.22], a częstotliwość wyjściowa falownika jest wyższa niż ustawiona częstotliwość [FF.23].
Wykryto rozłączenie, falownik może się zatrzymać i zgłosić błąd „E.PID”. wada. Jeżeli [FF.25] jest ustawione na 1, błąd odłączenia zostanie automatycznie zresetowany po upływie czasu ustawionego w [FF.27].
Sterowanie hamulcem
Kiedy urządzenie podrzędne zatrzymuje się, wysyłany jest sygnał hamulca (wydawany z wybranego zacisku wyjściowego), a wyjście jest zatrzymywane natychmiast po czasie ustawionym w [FF.29]. Jeśli podczas wysyłania sygnału hamulca obowiązuje polecenie uruchomienia, natychmiast zatrzymaj hamulec.

















 Leave a Message
Leave a Message