 Globalny angielski
Globalny angielski hiszpański – Español
hiszpański – Español Francuski - Français
Francuski - Français Rosyjski - Pусский язык
Rosyjski - Pусский язык Chinese - 中文
Chinese - 中文 Koreański – 한국어
Koreański – 한국어 Wietnamski – Tiếng Việt
Wietnamski – Tiếng ViệtZastosowanie VEICHI AC300 w systemie sterowania przekładnią synchroniczną
Przegląd
Wraz z ciągłym rozwojem społeczeństwa oraz szybkim postępem nauki i technologii coraz więcej mechanicznych sytuacji w pracy wymaga synchronicznego sterowania. W celu poprawy efektywności produkcji nowoczesne procesy produkcyjne i przetwórcze są zautomatyzowane i zapewniają ciągłość produkcji. Dlatego niezawodność, ekonomiczność, przełożenie prędkości i wydajność synchronizacji silnika napędowego stawiane są wyższym wymaganiom. Obecnie powszechne jest sterowanie synchroniczne w przemyśle tekstylnym, maszynowym, włókien chemicznych, stali, energetyce elektrycznej, papierniczym, spożywczym, chemicznym, naftowym, drzewnym i innych. Falownik VEICHI ma odpowiednie, udane zastosowania w tych branżach. Poniżej znajduje się kilka prostych powiązanych aplikacji.
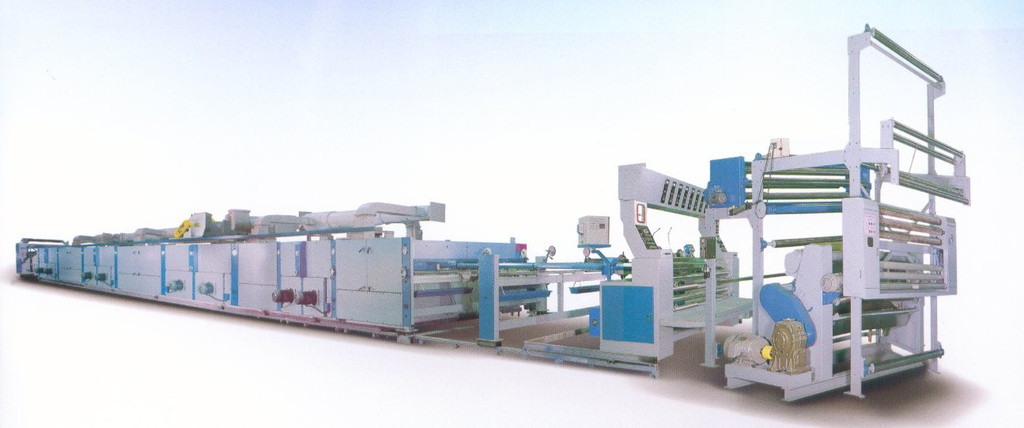
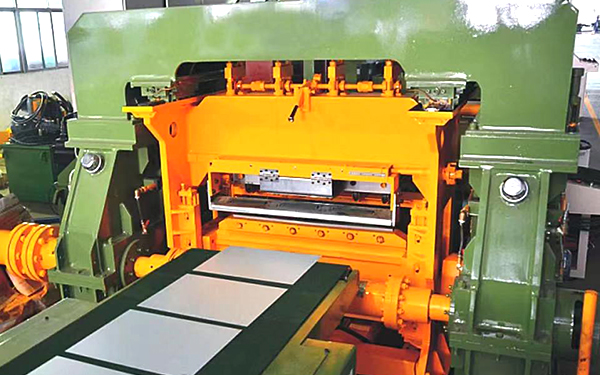
Zastosowanie falownika AC300 w synchronicznym sterowaniu maszyną formującą
1. Zasada działania maszyny ustawiającej
Nieukształtowana tkanina jest podawana do maszyny przez płaski striptizerka, a maszyna automatycznie mocuje dwa końce tkaniny do deski igłowej. Obydwa końce deski igłowej wchodzą do piekarnika po mechanicznym etapie działania, piekarnik jest ogrzewany elektrycznie i nadmuchany jest wentylator. Po kilku kolejnych piecach o stałej temperaturze o różnych sekcjach temperatur, po wejściu do końca, po schłodzeniu i wyładowaniu elektrostatycznym, huśtawka wpada w tkaninę, a tkanina jest chrupiąca i piękna.
2. Skład maszyny kształtującej i rola każdej części
Maszyna kształtująca składa się głównie z pięciu części: części podającej, podajnika wątku, łańcucha, piekarnika i urządzenia rozprowadzającego tkaninę.
(1) Część ładowania
Konstrukcja jest stosunkowo prosta i składa się z koryta i walca. Tkanina wchodzi do koryta, przenosi materiał chemiczny, a następnie przeciska nadmiar materiału chemicznego przez rolkę w celu jego oczyszczenia. Dlatego też skład chemiczny tkaniny jest bardzo jednolity, co jest warunkiem uzyskania wysokiej jakości tkaniny stylizacyjnej. Należy w tym miejscu zaznaczyć, że należy zawsze zwracać uwagę na to, czy nacisk po lewej i prawej stronie rolki jest równomierny. W przeciwnym razie strona o mniejszym ciśnieniu zostanie obciążona bardziej, podczas gdy strona o większym ciśnieniu będzie miała mniej materiału, a tkanina będzie miała nieregularne problemy z jakością.
(2) Podajnik wątku
Narzędziem wyrównującym wątek w maszynie stacjonarnej jest fotoelektryczny napinacz wątku Mahlo RFMC94H. Fotoelektryczny przyrząd do wyrównywania wątku Mahlo zawiera cztery zestawy czujników. Każdy czujnik składa się z dwóch części, oświetlającej i uczulającej. Część akcji przyjmuje układ hydrauliczny. Gdy sygnał o rozmiarze skośnym zostanie przesłany z powrotem do tablicy sterowniczej, tablica sterownicza wyda polecenie uruchomienia układu hydraulicznego w celu wyregulowania kąta zakrzywionego wałka lub prostego wałka w celu skorygowania wątku. W szczególności: gdy środek tkaniny różni się od obu stron, zakrzywiony wałek się poruszy; gdy istnieje różnica między lewą i prawą stroną, prosty wałek będzie się poruszać.
Podajnik wątku
(3) Część łańcucha
Napinacz na maszynie ustawiającej jest wytwarzany przez łańcuch. Łańcuch maszyny ustawiającej napędzany jest silnikiem o dużej mocy w pobliżu opadającego materiału. Łańcuszek wyposażony jest w płytkę ściegową. Kiedy tkanina wchodzi do łańcucha, jest ona dociskana przez koło szczotki na kole dociskowym. Na małej igle na desce tkanina może wejść do piekarnika pod napędem dwóch kolumn łańcuchów. Ten typ płatwi maszynowych różni się od innych stereotypów. Może kontrolować ciągnięcie każdej igły, aby osiągnąć dobre wyniki. Niektóre maszyny do ustawiania nie mają możliwości regulacji igieł. W kształcie prostokąta lub trapezu.

Część łańcucha
(4) Korpus piekarnika
Maszyna ustawiająca ma osiem zestawów pieców, a powietrze jest w sposób ciągły natryskiwane na powierzchnię tkaniny przez drobne otwory w gwiaździstej ramie dyszy pod działaniem cyrkulującego wentylatora. Po zetknięciu się gorącego powietrza z mokrą szmatką temperatura spada, a wilgotność wzrasta, a następnie jest odprowadzane przez duży otwór w gwiaździstej ramie dyszy, przechodzi przez siatkę filtrującą, a następnie jest w sposób ciągły cyrkulowane przez wymiennik ciepła. Wymiennik ciepła znajduje się pod filtrem, a rozżarzony węgiel to gorący olej. Wymiennik ciepła ma wiele cienkich żeberek zapewniających efektywną wymianę ciepła.
(5) Spadający materiał i urządzenie do zwijania
Maszynę ustawiającą można ułożyć na dwa sposoby, w zależności od potrzeb produkcyjnych, w formie płótna lub rolki. Obydwa tryby są napędzane przez silnik, który napędza łańcuch. Kiedy szmatka jest używana do jej wyjmowania, wymagana jest wysoka stabilność naprężenia tkaniny, a tkanina musi przejść przez rolkę prowadzącą regulującą naprężenie sterowaną cylindrem pneumatycznym. W przypadku tkaniny kroplowej tkanina nie musi przechodzić przez rolkę regulującą naprężenie, aby przejść przez stałą prowadnicę.
Urządzenie do opadania materiału i zwijania
3. Maszynę ustawiającą można ułożyć na dwa sposoby, w zależności od potrzeb produkcyjnych, w postaci płótna lub rolki. Obydwa tryby są napędzane przez silnik, który napędza łańcuch. Kiedy szmatka jest używana do jej wyjmowania, wymagana jest wysoka stabilność naprężenia tkaniny, a tkanina musi przejść przez rolkę prowadzącą regulującą naprężenie sterowaną cylindrem pneumatycznym. W przypadku tkaniny kroplowej tkanina nie musi przechodzić przez rolkę regulującą naprężenie, aby przejść przez stałą prowadnicę.
W przypadku tkaniny opadającej, tkanina nie musi przechodzić przez rolkę regulującą naprężenie, aby przejść przez stałą prowadnicę
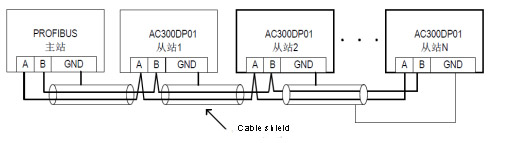
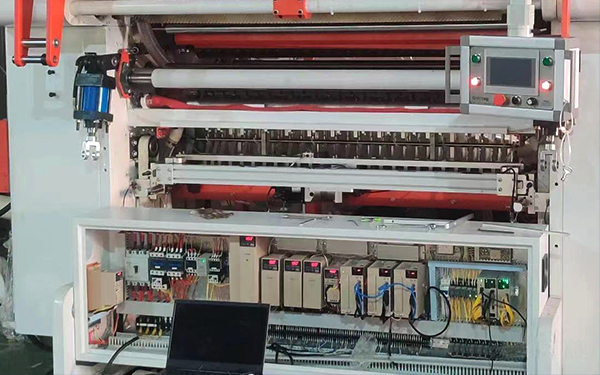
4. Aby zapewnić synchronizację każdego silnika, należy określić przełożenie mechaniczne, zaplanować każde powiązanie przekładni, falownik w postaci urządzenia podrzędnego i komputer główny w trybie komunikacji (MODBUS 485 lub PROFIBUS DP) i wysłać polecenie uruchomienia i podaną częstotliwość. Doskonała zdolność reakcji naszego falownika AC300 pozwala szybko reagować na polecenia wydane przez komputer główny, zapewniając w ten sposób synchronizację maszyny.

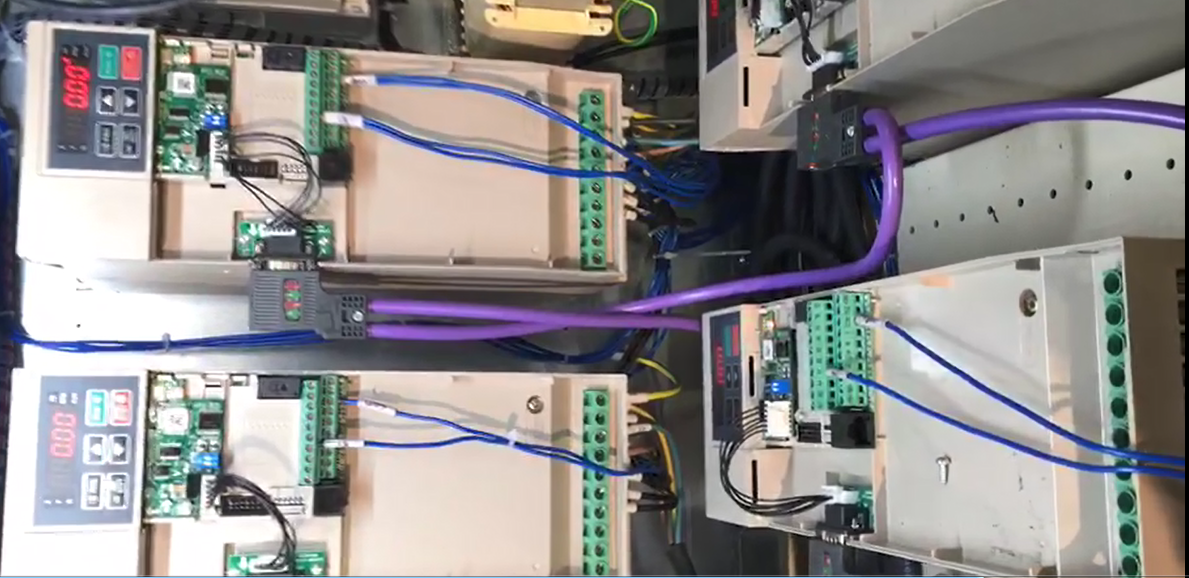
Inwertery AC300
Ustawianie parametrów (MODBUS 485): Ustawianie parametrów jest proste, szybkie i wygodne!
Ustawianie parametrów (PROFIBUS DP): Możesz użyć domyślnego PZD1, konfigurując nasz plik GSD w DP!
| Numer funkcji i wartość ustawienia | Nazwa funkcji | Numer funkcji i wartość ustawienia | Nazwa funkcji |
| F00.02=2 | Uruchom polecenie wydane 485 | F00.03=6 | Podana częstotliwość 485 |
| F13.00=1 | Wybór urządzenia podrzędnego | F13.01 | Adres komunikacyjny 485 |
| F13.02 | Szybkość transmisji komunikacji | F13.03 | Format danych MODBUS |
| Numer funkcji i wartość ustawienia | Nazwa funkcji | Numer funkcji i wartość ustawienia | Nazwa funkcji |
| F00.02=2 | Wydano polecenie uruchomienia | F00.03=6 | Podana częstotliwość |
| F13.00=1 | Wybór urządzenia podrzędnego | F13.27 | Adres komunikacyjny DP |
Ustawianie parametrów jest proste, szybkie i wygodne
Zastosowanie falownika AC300 w synchronicznym sterowaniu maszyną kompozytową
1. Przegląd
TPU composite is a composite material of TPU film composite on various fabrics, combining the characteristics of the two to obtain a new fabric. TPU can be formed into a film by flowing, blown film, calendering or coating. It has the advantages of good elasticity, toughness, wear resistance, good cold resistance, environmental protection and non-toxicity. There are many small factories in China, most of which are TPU films purchased from outside film factories, and they only complete the process of gluing. After the post-paste process, TPU film should be added with high temperature and high pressure again. If the process is improperly controlled, it will cause damage to the film, even small holes. The frequency conversion can control the speed of the motor, so that it can be slow to the high speed in the production process when the glue is applied. When the film is uneven in a certain link, the terminal can be controlled to accelerate and decelerate to achieve the speed of the motor and improve the quality and efficiency of the TPU composite product.
2. The complete set of equipment and working principle on the glue point machine
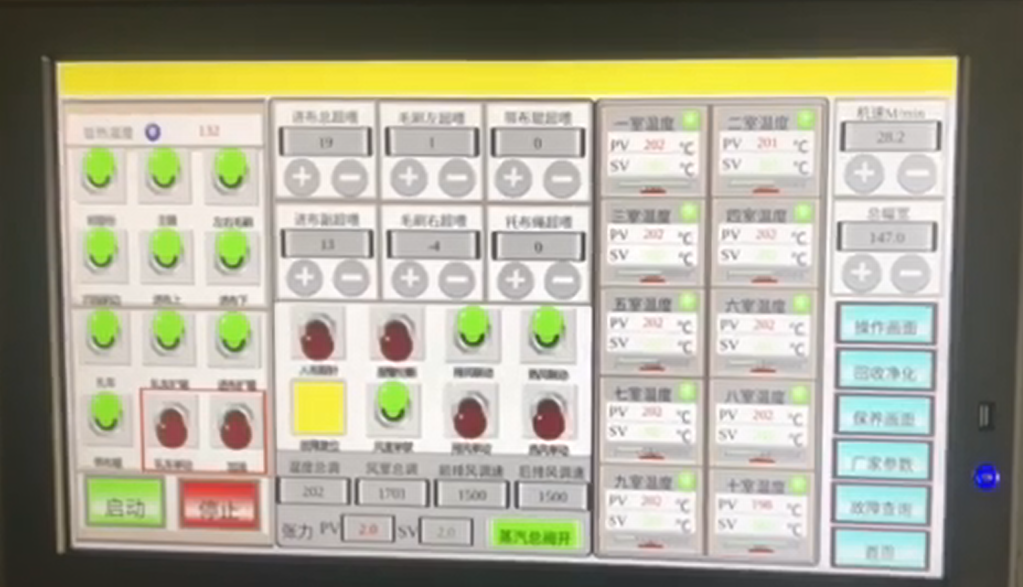
The whole set of glue point machine is generally composed of 10 sets of control motors, main body, gluing, curling, opening, conveying, water cooling, traction, silicon opening 1, silicon opening 2, and film laying. By controlling the start on the control terminal, the total adjustment is controlled to control the speed of the entire motor. When a film is uneven in a certain section, it can be adjusted by the trimming potentiometer corresponding to the motor, so that the frequency of the main machine, the glue, the opening, the conveying, and the opening speed of the silicone opening 1 and 2 are consistent, and finally the synchronous production of the product is realized.

Application of AC300 Inverter in Synchronous Control of Composite Machine 1

Application of AC300 Inverter in Synchronous Control of Composite Machine 2

Application of AC300 Inverter in Synchronous Control of Composite Machine 3
3. Funkcje zaimplementowane na maszynie punktowej
Funkcja maszyny do klejenia na maszynie złożonej TPU: cały zestaw silników może być zsynchronizowany i realizowana jest praca wielobiegowa, praca jest stabilna, a napięcie każdej folii powinno być stałe. Poniżej przedstawiono cechy maszyny złożonej:
(1) Specjalny piec suszący o wysokiej wydajności poprawiający wydajność suszenia i zmniejszający zużycie energii;
(2) Stosowanie metody klejenia wałkiem rastrowym, równomierne powlekanie;
(3) Uzyskaj precyzyjną kontrolę synchroniczną i sterowanie wielopunktowe, łatwe w obsłudze i konserwacji;
(4) Indywidualne dostrojenie i całkowite dostrojenie umożliwiają osiągnięcie przyspieszenia i opóźnienia;
Ustawienia parametrów hosta:
| Stacja główna wysyła dane do obszaru PZD | ||
| Polecenie falownika | Częstotliwość docelowa falownika | Parametry funkcji falownika zmieniają się w czasie rzeczywistym |
| PZD1 | PZD2 | PZD3~PZD10 |
| dane odpowiedzi falownika obszar PZD | ||
| Stan falownika | Częstotliwość robocza przetwornicy częstotliwości | Odczyt wartości parametrów funkcji falownika w czasie rzeczywistym |
| PZD1 | PZD2 | PZD3~PZD10 |
Ustawianie parametrów urządzenia podrzędnego:
| Numer funkcji i wartość ustawienia | Nazwa funkcji |
| F00.00=0 lub 1 | Aby zachować spójność z niewolnikiem |
| F00.02=1 | Kontrola terminala |
| F00.03=2 | (podano AI1) potencjometr główny + potencjometr trymera |
| F00.09=50 | Maksymalna częstotliwość |
| F00.11=50 | Górna częstotliwość graniczna |
| F00.14 | Czas przyspieszania (komputer główny i urządzenie podrzędne są spójne) |
| F00.15 | Czas hamowania (jednostka główna i urządzenie podrzędne są spójne) |
| F01.16 | Tryb przyspieszania i zwalniania (jednostka główna, spójna maszyna podrzędna) |
| F02.00=1 | Bieg do przodu |
| F13.00=1 | Ustaw jako host |
| F13.09=0031 | Host wysyła częstotliwość wyjściową urządzenia podrzędnego i polecenie działania oraz może ustawić polecenie uruchomienia zgodnie z rzeczywistą sytuacją. |
Inwerter AC300 naszej firmy ma wiele zastosowań w dziedzinie transmisji synchronicznej, osiągając synchronizację i proporcjonalne połączenie między wieloma silnikami, a także ma zalety: wysoką wydajność kosztową, wysoką precyzję sterowania, szybką reakcję wydajności, proste okablowanie i wygodną obsługę. W branży sterowania przemysłowego, aby uzyskać dobrą reputację. W przyszłości będziemy dostarczać lepsze rozwiązania w zakresie transmisji synchronicznej i będziemy wprowadzać aplikacje do transmisji synchronicznej, aby zapewnić naszym klientom lepsze poczucie użytkowania.
| Numer funkcji i wartość ustawienia | Nazwa funkcji |
| F00.00=0 lub 1 | Być zgodnym z gospodarzem |
| F00.02=2 | Kontrola komunikacji |
| F00.03=6 | Wysłano komunikat |
| F00.04=2 | (podano AI1) potencjometr bipolarny do precyzyjnego dostrajania częstotliwości. Jeśli prędkość urządzenia podrzędnego i hosta nie jest zgodna podczas regulacji prędkości, można wyregulować potencjometr. |
| F00.05=1 | Ustaw kanał A jako źródło odniesienia, kanał B ustaw częstotliwość = źródło odniesienia częstotliwości kanału B × kanał A wartość bezwzględna częstotliwości zadanej/częstotliwość maksymalna), ponieważ jest w trybie dostrajania, dlatego zaleca się ustawienie F00.05 na 1, a nie na 0 |
| F00.06=2 | Tryb kombinacji częstotliwości kanał A + kanał B |
| F00.09=50 | Maksymalna częstotliwość |
| F00.11=50 | Górna częstotliwość graniczna |
| F00.14 | Czas przyspieszania (komputer główny i urządzenie podrzędne są spójne) |
| F00.15 | Czas hamowania (jednostka główna i urządzenie podrzędne są spójne) |
| F01.16 | Tryb przyspieszania i zwalniania (jednostka główna, spójna maszyna podrzędna) |
| F13.00=0 | Ustaw na urządzenie podrzędne |
| F13.00=1, 2, 3, 4...... | Ustaw adres urządzenia podrzędnego zgodnie z liczbą urządzeń podrzędnych |






 Leave a Message
Leave a Message