 Globalny angielski
Globalny angielski hiszpański – Español
hiszpański – Español Francuski - Français
Francuski - Français Rosyjski - Pусский язык
Rosyjski - Pусский язык Chinese - 中文
Chinese - 中文 Koreański – 한국어
Koreański – 한국어 Wietnamski – Tiếng Việt
Wietnamski – Tiếng ViệtUrodzony w celu zwiększenia wydajności pozycjonowania wrzeciona obrabiarki - AC200-CS
Przegląd
Od czasu ogłoszenia uniwersalnego przetwornicy częstotliwości VEICHI AC200 znacznie poprawił on wydajność systemów napędowych dla naszych klientów dzięki doskonałej wydajności i doskonałej niezawodności. Opierając się na wysokowydajnym sterowaniu wektorowym w pętli zamkniętej AC200, VEICHI AC200-CS integruje technologię precyzyjnego pozycjonowania, integrując kontrolę prędkości, kontrolę pozycji i kontrolę momentu obrotowego w jedną organiczną całość i osiąga sterowanie serwomechanizmem w zamkniętej pętli silnika wrzeciona. Jako główny układ napędowy obrabiarki, serwonapęd wrzeciona AC200-CS może osiągnąć wysoką precyzję frezowania, toczenia, szlifowania i innych procesów, zapewniając klientom szeroką gamę wydajnych rozwiązań w zakresie obróbki obrabiarek.

VEICHI AC200
Program systemowy
W tym artykule przedstawiamy głównie zastosowanie serwonapędu wrzeciona AC200-CS na wrzecionie tokarki. Jako jednostka napędowa wrzeciona AC200-CS współpracuje z poleceniami systemu CNC, realizując regulację prędkości wrzeciona i pozycjonowanie oraz realizując operację gwintowania na sztywno.
Schemat architektury systemu
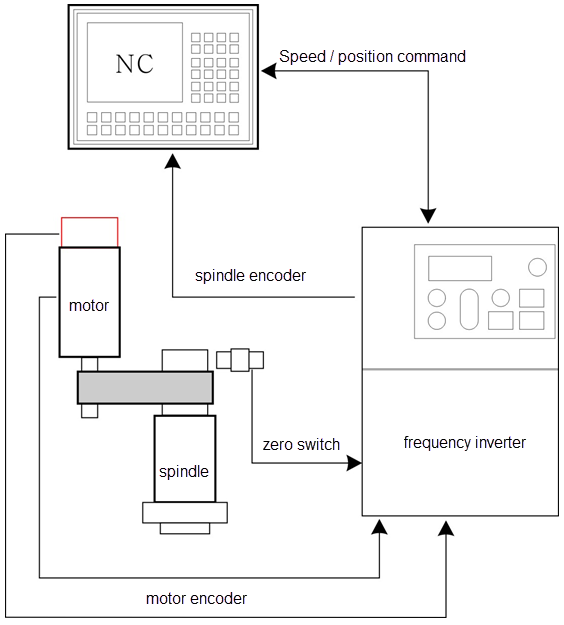
Schemat architektury systemu
Przebieg przetwarzania i etapy operacji
(1) Przed uruchomieniem ręcznie obróć wrzeciono, wyreguluj położenie wrzeciona do ustawionej pozycji, zapytaj parametr napędu C-40 (kąt prądu wrzeciona) i ręcznie wprowadź wartość parametru do parametru F9-37.
(2) Uruchomić obrabiarkę, zamontować uchwyt i zablokować uchwyt. Wprowadź M03 lub M04 (polecenie biegu dodatniego/ujemnego wrzeciona), wyreguluj prędkość za pomocą sygnału analogowego, następnie wrzeciono przechodzi w obroty z dużą prędkością, a toczenie przechodzi do stanowiska toczenia.
(3) Podczas procesu toczenia zostanie ukończony, system CNC wydaje polecenie M19 (pozycjonowanie wrzeciona), wrzeciono obróci się do ustawionego kąta.
(4) Kiedy przedmiot obrabiany obróci się do ustawionego kąta, maszyna CNC wyda M29 (gwintowanie na sztywno) Komenda; wrzeciono będzie podążać za numerem impulsu podanym przez obrabiarkę, aż do ukończenia przedmiotu obrabianego.
(5) Po zakończeniu obróbki następuje zwolnienie uchwytu i obrabiarka wyłącza się.
Funkcje AC200-CS
Wydajność
A. sztywność przy niskich częstotliwościach:
Może wytwarzać 180% znamionowego momentu obrotowego przy 0,5 Hz, zapewniając wysoką stabilność i niezawodność przedmiotu obrabianego przy niskiej prędkości. W stanie zerowego serwomechanizmu i przy obciążeniu znamionowym najszybszą reakcję można wykonać w ciągu 50 ms i zapewnić, że wrzeciono będzie zawsze w stanie zatrzymania.
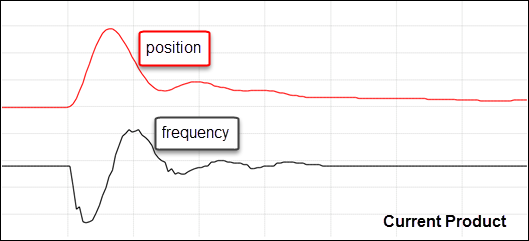
Aktualny produkt
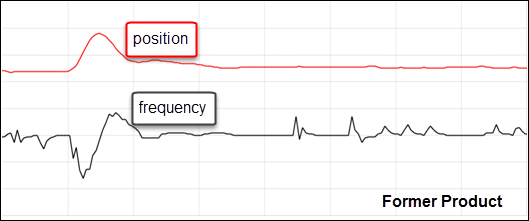
Poprzedni produkt
B. prędkość, aktualizacja reakcji na pozycję:
Serwonapęd wrzecionowy AC200-CS łączy napięcie& tłumienie prądu i hamowanie dynamiczne, co sprawia, że zespół napędowy obrabiarki (wrzeciono) może szybko i równomiernie osiągać przyspieszanie i zwalnianie, poprawiając wydajność produkcji. W trybie pozycjonowania cykl regulacji pętli jest znacznie ulepszony, aby wrzeciono mogło szybko zareagować na położenie i szybko zakończyć kontrolę pozycjonowania.
W tych samych warunkach czas hamowania silnika zostaje skrócony do pierwotnej 1/2 lub więcej, wrzeciono szybko i dokładnie zwalnia, jest bezpieczne i niezawodne.
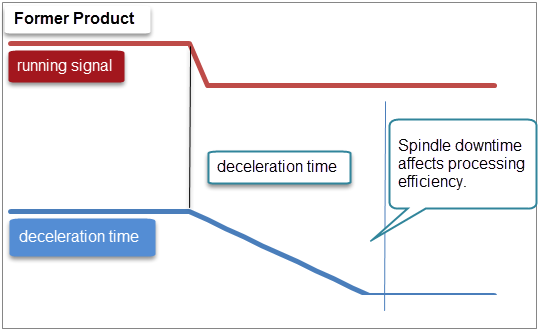
poprzedni czas zwalniania produktu
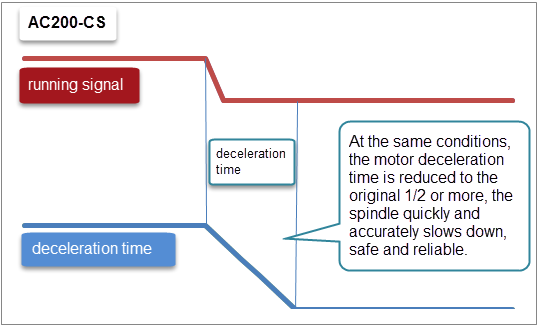
Czas hamowania AC200-CS
C. Duży moment obrotowy przy niskiej częstotliwości, silne słabe pole magnetyczne
Może sprostać precyzyjnej obróbce wrzeciona powyżej 5000 obr./min, ale może również sprostać gwintowaniu sztywnemu poniżej 40 obr./min.
Świetne zastosowanie
Ma zastosowanie do wszystkich rodzajów obrabiarek CNC, zdolnych do napędzania frezarki CNC, tokarek CNC, wytaczarki CNC, szlifierki CNC, wrzeciona i innych.
Może dostosować silnik wrzeciona serwo AC, silnik o zmiennej częstotliwości, trójfazowy silnik asynchroniczny.
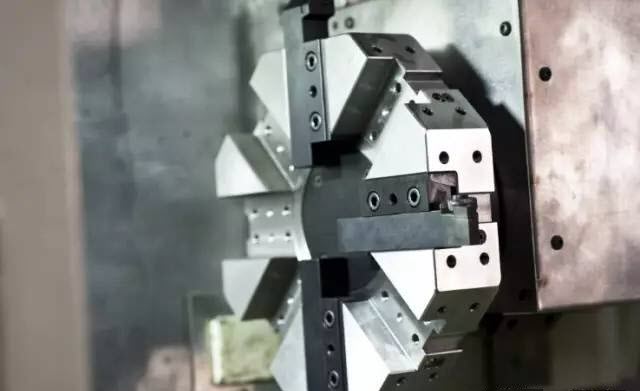
Obrabiarki CNC
Charakterystyczne zastosowanie
8-segmentowa quasi-stopowa kontrola indeksowania wrzeciona: dokładna dokładność zatrzymania podczas rozwiercania przedmiotu obrabianego może wynosić z dokładnością do 0,1° lub mniej w warunkach pozycjonowania ciągłego wieloosiowego, 360 ° dowolna pozycja kątowa, ciągłe pozycjonowanie w 8 pozycjach.
Gwintowanie sztywne: impuls pomocniczy + kierunek, polecenie wejściowe impulsu ortogonalnego AB, maksymalna prędkość gwintowania sztywnego może osiągnąć 5000 obr/min, błąd gwintowania w granicach ± 1 impuls.
4-segmentowa wewnętrzna pozycja wielosegmentowa: parametr polecenia pozycji wewnętrznej każdej sekcji ustawiany jest niezależnie, pozycja jedno- lub wielosegmentowa może być pozycjonowana cyklicznie, aby ułatwić użytkownikowi zaplanowanie trajektorii wrzeciona.
Powrót do punktu początkowego: zapewnia automatyczny powrót do ustawionego punktu początkowego po każdym ukończeniu przedmiotu obrabianego. Przełącznik zera można zainstalować po stronie wrzeciona, dzięki tej funkcji można również uzyskać zewnętrzne zatrzymanie impulsu zerowego.
Przełożenie przekładni elektronicznej: w celu osiągnięcia przełożenia napędu paska synchronicznego (innego niż 1:1) w zastosowaniach związanych z obróbką obrabiarek CNC.
Dokładność rozwiercania obrabianych przedmiotów, obróbka dokładnego zatrzymania może wynosić z dokładnością do 0,1 ° lub mniej.

Serwo wrzeciona głównego







 Leave a Message
Leave a Message