 Globalny angielski
Globalny angielski hiszpański – Español
hiszpański – Español Francuski - Français
Francuski - Français Rosyjski - Pусский язык
Rosyjski - Pусский язык Chinese - 中文
Chinese - 中文 Koreański – 한국어
Koreański – 한국어 Wietnamski – Tiếng Việt
Wietnamski – Tiếng ViệtZastosowanie falownika VEICHI w wysokoobrotowym silniku wrzecionowym

Przegląd projektu
Przegląd
Wysokoobrotowe wrzeciona elektryczne pojawiły się w ostatnich latach w dziedzinie obrabiarek CNC i stanowią nową technologię integrującą wrzeciona obrabiarek i szybkoobrotowe silniki wrzecion. Główny układ napędowy szybkiej obrabiarki CNC eliminuje napęd koła pasowego i przekładni zębatej i jest napędzany bezpośrednio przez wbudowany silnik szybkoobrotowy, skracając w ten sposób długość głównego łańcucha napędowego do zera, realizując „zero” transmisja” obrabiarki.
Wraz z dojrzałością technologii zastosowanie tej metody transmisji jest dość powszechne i jest szeroko stosowana w urządzeniach przemysłowych, takich jak maszyny grawerujące CNC i szlifierki poufne. Należy również ulepszyć technologię napędu silników wysokoobrotowych. Falowniki serii VEICHI AC310/AC300/AC10 znajdują się w czołówce branży dzięki unikalnym algorytmom DSP do sterowania silnikami o dużej prędkości. W dwóch kolejnych branżach, maszynach do cięcia (maszyny do obróbki drewna) i polerkach, wprowadzimy zastosowanie falowników VEICHI w wysokoobrotowych silnikach wrzecionowych.
Wprowadzenie systemu i wymagania dotyczące procesu
(1) maszyna do cięcia CNC
Maszyna do cięcia CNC jest automatyczną maszyną do obróbki drewna wspomagającą obróbkę. Może ciąć, frezować, fazować, perforować, rzeźbić itp. różnych mebli panelowych, takich jak szafy na ubrania, szafki, biurka komputerowe, meble panelowe, meble biurowe, drewniane głośniki, drewniane przybory kuchenne itp. Ponieważ sprzęt ma wysoką obróbkę wydajność, wysoka dokładność przetwarzania, prosta obsługa i możliwość dostosowania za pomocą systemów projektowania mebli w celu osiągnięcia różnych potrzeb, jest szeroko stosowany w przemyśle meblarskim.
System składa się ze sterownika, serwa, wrzeciona (przetwornicy częstotliwości), łoża i tak dalej. Specjalne oprogramowanie sterownika wykonuje projektowanie, programowanie i odczyt rysunków oraz przesyła je do serwa. Materiał poddawany jest obróbce według wygenerowanej trójosiowej ścieżki cięcia i grawerowania XYZ, a zaprojektowana płaszczyzna, grafika i tekst mogą zostać wygrawerowane. Może zastąpić tradycyjne piły formatowe i elektroniczne piły do cięcia, wycinać materiały i otwory pionowe za jednym razem, aby szybko obrabiać materiały tnące i obrabiać specjalne kształty. Zasada działania sprzętu jest następująca:
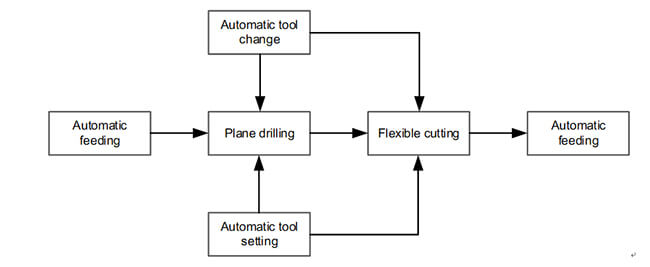
Rysunek 2-1 Zasada działania wyposażenia maszyny do cięcia
Wymagania dotyczące wydajności systemu:
1. Falownik działa płynnie, charakteryzuje się niskim poziomem hałasu i dużą przeciążalnością;
2. Czas przyspieszania i zwalniania 2s-3s, brak błędów związanych z przetężeniem i przepięciem;
3. Przyspieszanie i zwalnianie rozpoczynają się płynnie, bez drgań ;
4. Szybki elektroniczny silnik wrzeciona o mocy 9kW, maksymalna częstotliwość 800Hz, maksymalna prędkość 24000rpm;
5. Wybór schematu: AC310-T3-011G/015P-B
(2) Maszyna do polerowania płyt prowadzących światło
Polerka z płytą prowadzącą światło to precyzyjny sprzęt do szlifowania i polerowania, który umieszcza szlifowany i polerowany materiał na przyrządzie szlifierskim i mocuje go, a silnik wrzeciona obraca się z dużą prędkością w kierunku przeciwnym do ruchu wskazówek zegara. Poprzez ruch do przodu i do tyłu, w górę i w dół oraz przedmiot obrabiany na uchwycie w celu uzyskania względnego tarcia roboczego, aby osiągnąć cel szlifowania i polerowania. Schemat zasady działania urządzenia jest następujący:
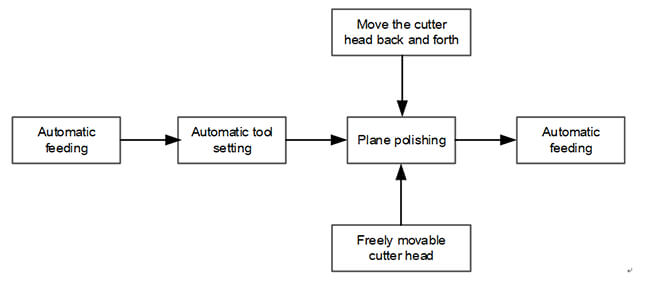
Rysunek 2-2 Zasada działania polerki z płytą światłowodową
Wymagania dotyczące wydajności systemu:
1. Falownik działa płynnie, charakteryzuje się niskim poziomem hałasu i dużą przeciążalnością;
2. Czas przyspieszania i hamowania 1s-3s, brak błędów związanych z przetężeniem i przepięciem;
3. Przyspieszanie i zwalnianie uruchamiaj płynnie bez drgań
4. Szybki elektroniczny silnik wrzeciona o mocy 1,8kW, częstotliwość znamionowa 1000 Hz, prędkość znamionowa 60000 obr./min;
5. Wybór schematu: AC10-T/S2-1R5G-B
Schemat elektryczny
(1) AC310 jest używany na maszynie do cięcia CNC
a) Schemat architektury systemu
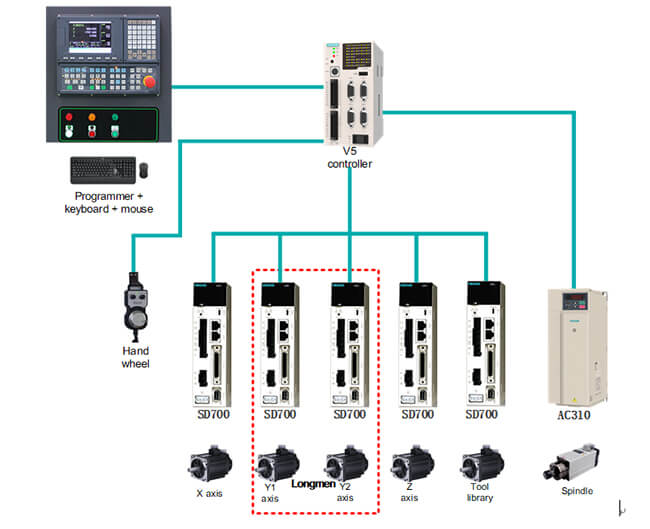
Rysunek 3-1 Schematyczny diagram architektury systemu
1. Prosta obsługa, bogate funkcje: proste ustawienie parametrów, intuicyjna obsługa, łatwa reakcja na zmiany zapotrzebowania rynku.
2. Dzięki produktom o wysokiej wydajności: System wyposażony jest w serwosystem SD700 AC + wektor serii AC310 falownik. Wysoka precyzja, szybka reakcja, dobra sztywność, silne właściwości przeciwzakłóceniowe, wysoka niezawodność, długa żywotność, wysoka wydajność i niska temperatura, duża zdolność przeciążania, duży moment rozruchowy, dobra sztywność statyczna itp.
3. ;Wielokrotne sterowanie i wygodna komunikacja: system serwo SD700 AC i falownik wektorowy serii AC310 obsługują sterowanie impulsowe, sterowanie komunikacją EtherCAT, DP i CAN.
b) Schemat okablowania falownika
1. Zewnętrzny terminal X steruje uruchamianiem i zatrzymywaniem;
2. Regulacja prędkości AI i wewnętrzne ustawienia cyfrowe (400 Hz-800 Hz, 12000 obr./min-24000 obr./min);
3. Regulację prędkości można dowolnie przełączać;< br />4. Zewnętrzny rezystor hamowania realizuje szybkie przyspieszanie i zwalnianie w czasie 1s-3s;
5. Wyjście błędu jest przekazywane z powrotem do górnego komputera, aby zapewnić wiele zabezpieczeń.
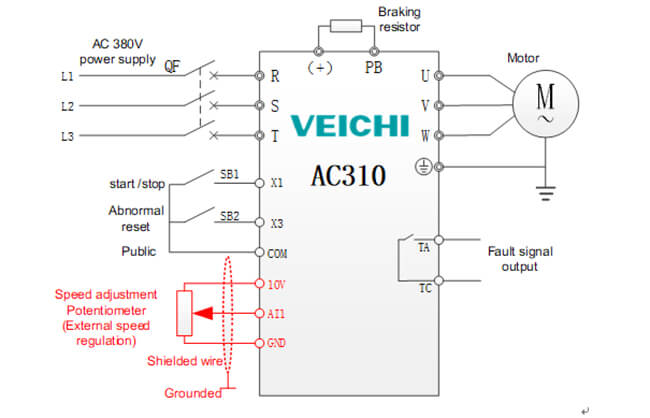
Rysunek 3-2 Schemat okablowania elektrycznego falownika serii AC310
(2) AC10 jest używany w maszynie polerskiej
a) Schemat architektury systemu
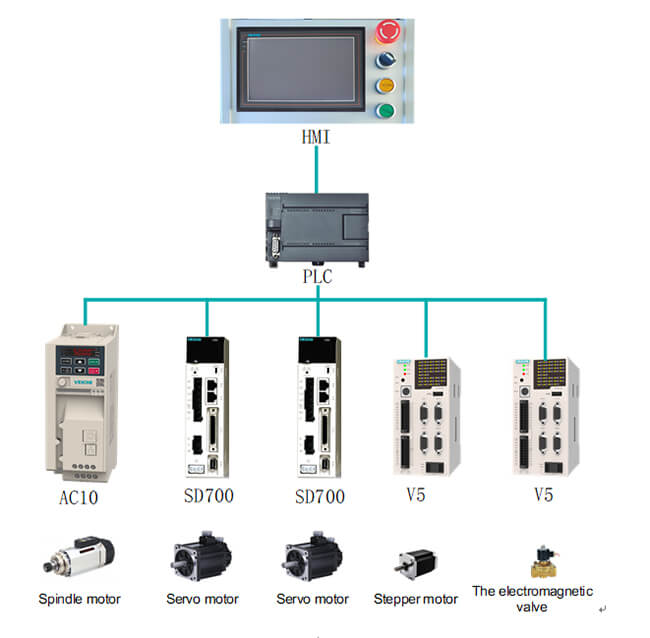
Rysunek 3-3 Schematyczny diagram architektury systemu
1. System charakteryzuje się szybką reakcją, wysoką precyzją i dużą wytrzymałością na przeciążenia, co znacznie poprawia jakość i wydajność produkcji;
2. Różne metody komunikacji spełniające wieloaspektowe potrzeby klientów;
3. Wąska konstrukcja falowników serii AC10 zapewnia różne metody instalacji i oszczędza miejsce.
b) Schemat okablowania falownika
1. Zewnętrzny terminal X steruje uruchamianiem i zatrzymywaniem;
2. Wewnętrzne ustawienie cyfrowe (1000 Hz 60000 obr/min) regulacja prędkości;
3. Zewnętrzny rezystor hamowania realizuje szybkie przyspieszanie i zwalnianie w czasie 1 s-2 s;
4. Wyjście błędu jest przekazywane z powrotem do górnego komputera, aby zapewnić wielokrotne zabezpieczenie
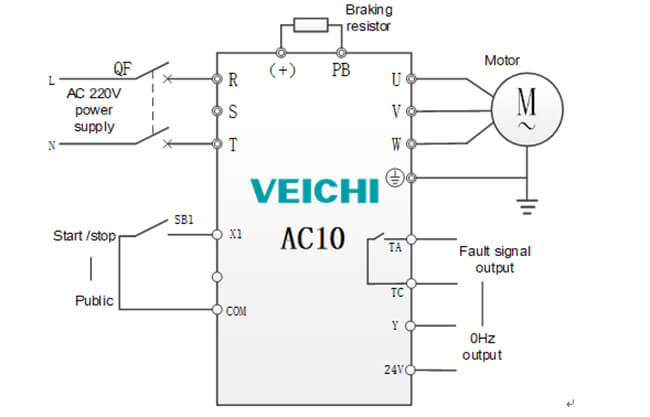
Rysunek 3-4 Schemat połączeń falownika serii AC10
Ustawianie parametrów
(1) Ustawianie parametrów maszyny do cięcia inwertorowego serii AC310
(2) Ustawianie parametrów polerki inwertorowej serii AC10
| Kod funkcji | Imię | Wartość parametru | Opis |
| F01.01 | Uruchom kanał poleceń | 1 | Kontrola terminala |
| F01.02 | Częstotliwość podana kanałowi źródłowemu A | 0 | Podano numer klawiatury (użyj AI1 jako 2) |
| F01.14 | Rozdzielczość polecenia częstotliwości | 1 | Ustaw liczbę dziesiętną na 1 |
| F01.10 | Maksymalna częstotliwość | 800 Hz | Ustaw zgodnie z rzeczywistymi potrzebami na miejscu |
| F01.12 | Cyfrowe ustawienie górnej częstotliwości granicznej | 800 Hz | Ustaw zgodnie z rzeczywistymi potrzebami na miejscu |
| F01.09 | Numer klawiatury z określoną częstotliwością | 600 Hz | Ustaw zgodnie z rzeczywistymi potrzebami na miejscu |
| F01.22 | Czas przyspieszania | 3s | Ustaw zgodnie z rzeczywistymi potrzebami na miejscu |
| F01.23 | Czas zwalniania | 2s | Ustaw zgodnie z rzeczywistymi potrzebami na miejscu |
| F01.40 | Częstotliwość nośna | 5kHz | Ustawienie częstotliwości nośnej 5 kHz |
| F01.41 | Tryb sterowania PWM | 0111 | Tryb modulacji PWM dwufazowe trójfazowe automatyczne przełączanie |
| F02.02 | Moc znamionowa silnika | 9 | Ustaw zgodnie z tabliczką znamionową silnika |
| F02.03 | Częstotliwość znamionowa silnika | 400 Hz | Ustaw zgodnie z tabliczką znamionową silnika |
| F02.04 | Prędkość znamionowa silnika | 12000 obr/min | Ustaw zgodnie z tabliczką znamionową silnika |
| F07.22 | Częstotliwość początkowa hamowania prądem stałym | 1 Hz | Ustaw na 1 Hz |
| F07.24 | Zatrzymaj czas hamowania DC | 0,5 s | Czas hamowania prądem stałym 0,5 s |
| F10.14 | Włączenie hamowania dynamicznego | 1 | Włącz hamowanie dynamiczne |
| F06.22 | Wyjście przekaźnika T | 4 | Wyjście alarmu awarii (domyślnie jest OK) |
Zalety kontroli
1. Falownik serii AC310/AC300/AC10 posiada szeroki zakres regulacji prędkości: zakres regulacji prędkości w trybie V/F 0-2000 Hz, zakres regulacji prędkości w trybie wektorowym 0-1500 Hz.
2. Wysoka prędkość dokładność stabilizacji: ≤0,5% znamionowej prędkości synchronicznej (asynchronicznej) w trybie sterowania w pętli otwartej, wyższy silnik synchroniczny;
3. Wyposażony w funkcję Soft-PWM zapewniającą niski poziom hałasu i zakłóceń.
4. Wysoka zdolność przeciążeniowa: znacznie zwiększa zdolność przeciążeniową do 150% 60 s, 200% 0,5 s;
5. Projekt obwodu zabezpieczającego w stylu oprogramowania i sprzętu umożliwia szybkie wykonanie zwarcia doziemnego i wyjście ochrona przed zwarciem;
6. Cała seria obsługuje wbudowany filtr RFI, który może skutecznie tłumić zakłócenia elektromagnetyczne;
7. Konstrukcja izolującego kanału powietrznego: kanał powietrzny jest uszczelniony odizoluj system odprowadzania ciepła od części elektronicznych, aby wióry drewniane i kurz nie przedostały się do obudowy przez wentylator.
Schemat zastosowań terenowych

Rysunek 6-1 Schemat zastosowania w terenie maszyny do cięcia drewna AC310
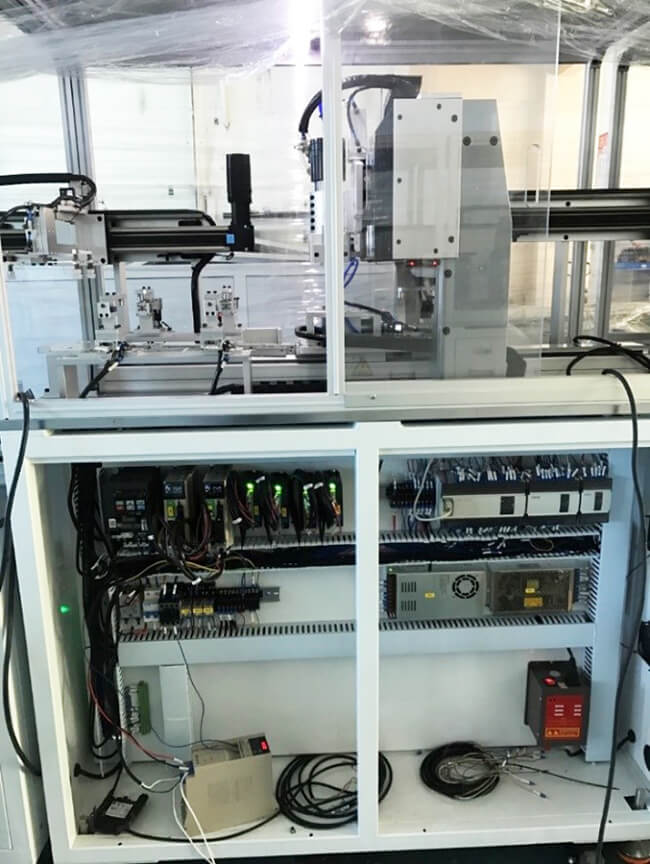
Rysunek 6-2 Zastosowanie w terenie polerki AC10 (zastąpić MS300)
| Kod funkcji | Imię | Wartość parametru | Opis |
| F01.01 | Uruchom kanał poleceń | 1 | Kontrola terminala |
| F01.09 | Częstotliwość ustawiania numeru klawiatury | 1000 Hz | Częstotliwość robocza wynosi 1000 Hz |
| F01.10 | Maksymalna częstotliwość | 1000 Hz | Maksymalna częstotliwość jest ustawiona na 1000 Hz |
| F01.12 | Górna granica częstotliwości | 1000 Hz | Górna częstotliwość graniczna jest ustawiona na 1000 Hz |
| F01.22 | Czas przyspieszania 1 | 1,5 s | Czas przyspieszania 1 wynosi 1,5 s (zestaw delta 6 s) |
| F01.23 | Czas hamowania 1 | 1,5 s | Czas hamowania 1 wynosi 1,5 s (zestaw Delta 6 s) |
| F01.40 | Częstotliwość nośna | 5,5 KHz | Częstotliwość nośna jest ustawiona na 5,5 kHz |
| F02.01 | Numer bieguna silnika | 2 | Ustaw na 2P zgodnie z tabliczką znamionową silnika |
| F02.02 | Moc znamionowa silnika | 1,8 kW | Ustaw na 1,8 kW zgodnie z tabliczką znamionową silnika |
| F02.03 | Częstotliwość znamionowa silnika | 1000 Hz | Ustaw na 1000 Hz zgodnie z tabliczką znamionową silnika |
| F02.04 | Prędkość znamionowa silnika | 60000 obr/min | Ustaw na 60000 obr./min zgodnie z tabliczką znamionową silnika |
| F02.06 | Prąd znamionowy silnika | 5A | Ustaw na 5A zgodnie z tabliczką znamionową silnika |
| F06.21 | Terminal wyjściowy Y | 14 | Ustaw jako dolny limit częstotliwości przybycia |
| F06.22 | Wyjście przekaźnikowe | 4 | Ustaw jako alarm o usterce |
| F10.00 | Funkcja tłumienia przetężenia | 1 | Przyspieszanie i zwalnianie są prawidłowe, stała prędkość jest nieprawidłowa |
| F10.11 | Funkcja tłumienia przepięć magistrali | 0010 | Wyłącz tłumienie przepięć |
| F10.14 | Włączenie hamowania dynamicznego | 1 | Włącz, ale wyłącz tłumienie przepięć |



 Leave a Message
Leave a Message